包装方式塑料瓶、易拉罐、玻璃瓶、屋顶包、利乐包
杀菌方式巴氏杀菌/高温杀菌
标签套标/贴标
包装纸箱/膜包装
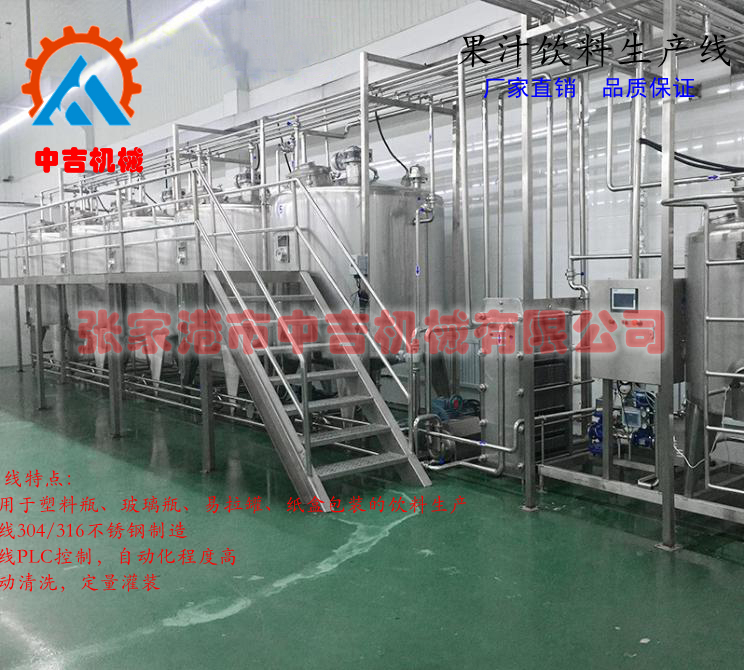
材质340不锈钢/316不锈钢
原料原果/原浆/浓缩汁
重量12吨
蒸汽用量1-3吨/小时
自动化程度全自动
尺寸3500mm
小瓶果汁饮料生产设备分类:
1、在原料产地加工浓缩果汁,将其以工业原料的形式运销(出口或内销);然后饮料加工企业(购买)使用浓缩果汁,经兑水稀释、调配、杀菌、包装成消费者产品。这是现代果汁加工业的模式。
2、在原料产地加工原果汁,同时直接使用原果汁,经兑水稀释、调配、杀菌、包装成消费者产品。这是传统果汁加工业的模式,销售区域局限于产地附近。
果汁饮料灌装机 全自动果汁热灌装设备主要采用负压灌装的高温式灌装,液缸阀门均采用304不锈钢,塑料瓶以卡口方式带瓶冲洗,玻璃瓶的饮料,为了保护瓶口,采用架瓶式的冲洗,回转式的冲洗,可将瓶内冲洗干净的同时排干液体,液缸带有温度检测系统,实时反馈饮料温度是否达到灌装温度,液缸内丹,增加保温棉,可延迟热量的损失,旋盖的方式可根据客户要求定做各种类型。有旋盖式的塑料盖,也有铝制盖的旋盖,才有4轮定制旋盖,盖子更稳,还有成用于回收型的果汁饮料瓶的盖,那么采用压盖方式封口。
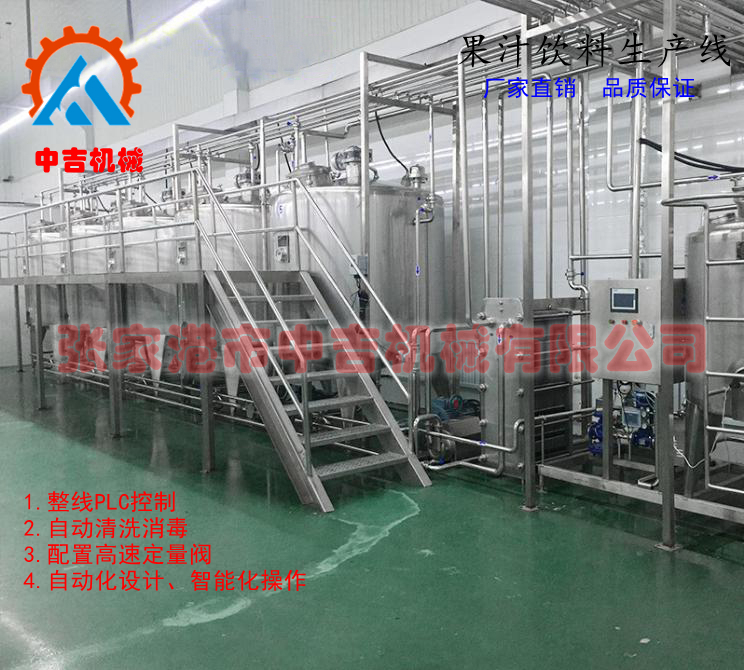
我公司的热灌装机有完善的循环系统:物料经灌装缸——灌装阀——容器——回流通道——回料缸——低位缸——泵——冷却器— UHT的平衡罐。
核心技术一:灌装阀稳定性方面。选不锈钢,应充分考虑其不同的功能及工作状态,根据材质的类别、化学成分、机械性能的差、合理选材,再经必要的工艺处理,数控加工,保证优化的公差配合,质控点把关,满足在长久的高温状态下,灌装阀的性能持久稳定。
核心技术二:灌装阀的漏液问题。关键是灌装阀内密封、导向件的选用较为的材料,我们考虑此类型的材料在高温下热变形的影响,设计制作时,其耐热性、硬度及配合尺寸有多年经验数据,另选取合适的弹簧与密封的组合,漏液问题就迎刃而解了。
核心技术三:为了延长机器的使用寿命、主机台面板上数控机床刨削平面,确保精密的旋盖部分的稳定运作,整机配有自动润滑系统、三菱PLC电脑控制、操作简便智能化。
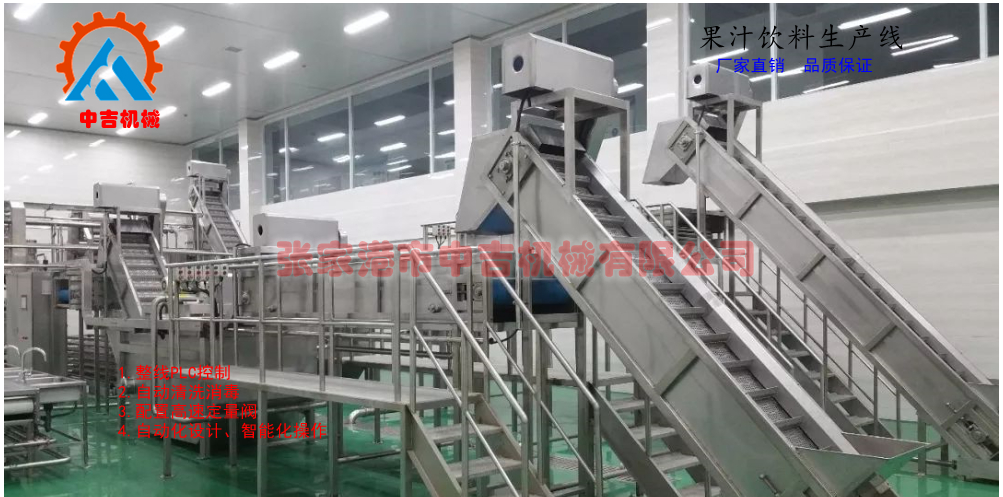
果汁饮料生产设备由水处理设备,鲜果清洗、去皮、去核、破碎、榨汁、过滤、酶解、杀菌等处理设备,调配系统,灌装、包装系统、清洗设备等组成。果汁饮料生产线设备生产能力可达每小时2000瓶~36000瓶。
就地清洗(CIP)部分
1、系统要求
配电:380V;
配蒸汽:需安装减压阀,压力为5;
配压缩空气:压力为8 Kg/c㎡,需安装减压阀,且无油无水;
供水:需自来水或纯净水;
1、清洗程序及技术要求
A冷管路及其设备的清洗程序
水冲洗3-5分钟;
1)用75-80℃热碱性洗涤剂循环10-15分钟(若选择NaOH,建议溶液浓度为0.8%-1.2%);
2)水洗3-5分钟;
3)建议每周用65-75℃的酸液循环一次(如深切试为0.8%-1.0%的硝酸溶液或2%磷酸);
4)用90-95℃热水消毒5分钟;
B热管路及其设备的清洗程序
a受热设备(如调配罐、定容罐等设备)的清洗
1)用水预冲洗5-8分钟;
2)用75-80℃热碱性洗涤循环15-20分钟(若选择NaOH,建议溶液浓度为0.8%-1.2%);
3)用水冲洗5-8分钟;
4)用65-75℃的酸液循环15-20分钟(如浓度为0.8%-1.0%的硝酸溶液或2%磷酸);
5)用水冲洗5分钟;
6)生产前90-95℃热水循环消毒15-20分钟;
C UHT系统的正常清洗程序
1)用水预冲洗15分钟;
2)用75-85℃热碱性洗涤剂循环30分钟(若选择NaOH,建议溶液浓度为1.2%-2.0%);
3)用水冲洗15分钟;
4)用75-85℃的酸液循环30分钟(如浓度为1.2%-2.0%的硝酸溶液);
5)用水冲洗15分钟;
易拉罐装设备组成:包括水处理系统、原果处理系统、调配系统、全自动卸罐机、冲罐机、灌装封盖机、UHT灭菌机、冷罐机、储罐台、喷码机、液位检测机、收缩膜包装机、实罐输罐输箱系统、电气控制系统等在内的一整套灌装包装生产线。可选设备:纸箱包装机等生产能力:我公司已经形成了完整的系列化产品线,可供应能力从1,000罐/小时,到30,000罐/小时,(以355ml易拉罐计算)
http://yinliaojixie.cn.b2b168.com











