产量1吨-20吨/小时
主要材质304/316不锈钢
包装容器塑料瓶/易拉罐/玻璃瓶/利乐包/屋顶盒/玻璃瓶
标签套标/贴标/热熔胶
包装纸箱包装/膜包装
杀菌方式高温杀菌/巴氏杀菌
生产线功率160-280kw
原料水果/浓缩汁/果浆/果粉
二次杀菌方式巴氏杀菌/杀菌釜杀菌
灌装方式高温灌装/中温灌装/无菌灌装
小瓶果汁饮料生产设备|果汁饮料灌装设备是指生产瓶装350ml、500ml、1L、1.5L的容量的果汁饮料自动化设备。市面上有果粉、果酱勾兑的果汁饮料,也有从鲜果开始做起的原果汁饮料。现在比较流行的是原果汁饮料,主要是饮用健康,不添加任何防腐剂之类的。果汁饮料生产线也是很大的一个工程,包括纯净水设备、鲜果榨汁设备、配料杀菌系统、灌装包装设备,还有所有管道的全自动清洗装置。
芒果饮料加工设备流程解析
1.芒果经过清洗、去皮去核打浆后。
2.将打浆后的芒果浆通过调配罐调配过滤。
3.均质过程:为了使芒果浆、水以及各种添加剂充分混合,防止分层,调配后必须通过高压均质机。高压均质机依靠三个反复运动的柱塞而产生较大的压强,当柱塞向后运动时,进料下阀门开启,将物料吸入,当柱塞向前运动时,下阀门关闭,上阀门被**开,物料被压入高压均质阀区域,通过一、二级均质阀均质、乳化,物料从出料口出去。当经过越小口径时,剪切力越大,压力越大,均指的效果越明显。均质有利于饮料物料更均匀分布,防止物料沉淀影响口感。
4.真空脱气:饮料均质后再进行真空脱气。饮料本身再生产过程会进入氧化。时间一长容易导致氧化或者变黄;经脱气处理后的果蔬汁饮料,可以减少或避免果汁成分的,减少果汁色泽和风味的变化。主要的脱气方式采用真空式的脱气。将饮料中气体脱走。
5.杀菌:虽然饮料通过高温调配,很多很多被杀死,但是还有部分耐高温的,还没完全被杀死,所以需要多饮料进行“**高温瞬杀灭菌”,为了然饮料保存时间更长,短时间不发生变质。
6.芒果饮料灌装机:杀菌完成后以快速的方式进行灌装,灌装方式主要以热灌装为主,热灌装的优点能在高温的情况下,避免滋生,本厂灌装还带有自动液体回流系统,物料温度过低时,灌装机自动反馈系统,将物料打回回流缸,回到去进行再次杀菌,灌装采用微负压的灌装方式,灌装速度快,液位更精准,电子元器件采用西门子、施耐德、三菱等
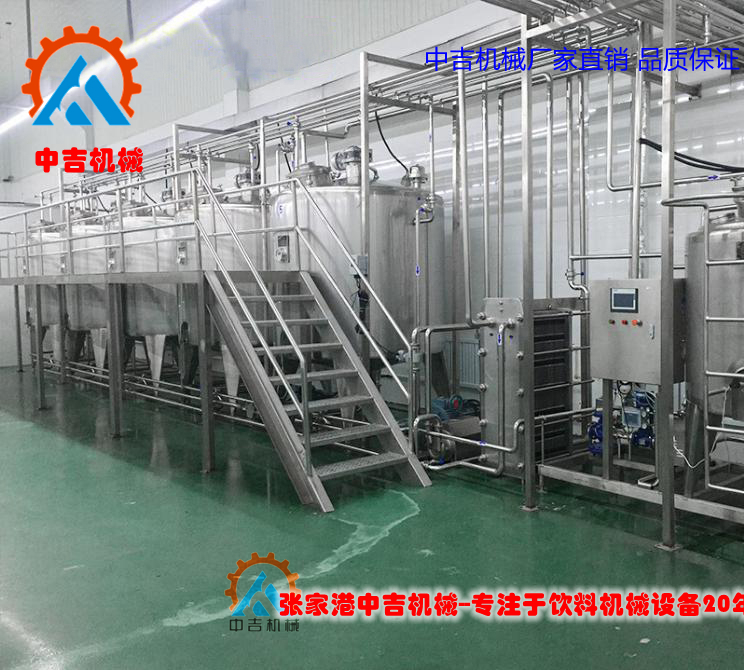
芒果饮料生产线加工设备包括纯净水RO反渗透设备、芒果清洗设备、芒果去核榨汁设备、配料、过滤、均值、脱气、杀菌设备、芒果饮料灌装机、倒瓶杀菌机、喷淋杀菌冷却设备、强力吹干机、喷码机、贴标机、纸箱包装机。鲜果的取汁方式需要根据鲜果的类型,如芒果、猕猴桃、樱桃这种浆果类的水果,可采用打浆的方式,苹果、菠萝、哈密瓜等这种硬脆的水果可采取破碎榨汁的方式。不同类型的水果,其取汁的方式都不一样的,很多用户都想用一条生产流水线加工所有种类的水果汁,那是不可能的。鲜果可做成清汁饮料和浑浊汁饮料,从工艺角度来考虑,制作清汁要更加复杂一点,需要灭酶澄清,再用板框精过滤。而浑浊汁鲜果榨汁出来就可以进行配料了。个人认为,浑浊汁里边带有果汁纤维,从营养角度来看,长期饮用浑浊汁饮料更利于健康。

3吨/小时塑料瓶果汁饮料生产线设备原果的处理工艺应该是:浸泡清洗设备→皮带式捡果机→打浆机→储罐→过滤器→化糖锅→双联过滤→调配系统→双联过滤器→均质→脱气→杀菌机→保温罐→冲洗灌装封盖→上盖机→吹干机→喷码机→贴标机→自动装箱机。
3吨/小时塑料瓶果汁饮料生产线设备处理后的果汁,可直接暂存在储罐中,加入适量的白糖和添加剂和水,按照比例将果汁导入罐中,采用304不锈钢材质的调配系统达到食品卫生级,同时,高速电机搅动物料快速的溶解。溶解后的物料经双联过滤器过滤后,进入均质和脱气,均质和脱气均是采用304材质,管道阀门均是卫生级。均质的作用是为了让果汁中的颗粒更均匀的悬浮在一起,脱气的作用是为了**这个保质期更久,同时达到延长保质期的作用。管式杀菌机材质均质采用304不锈钢。可根据杀菌时间和温度进行定制。
3吨/小时塑料瓶果汁饮料生产线设备中的灌装机作为饮料生产线的核心部分,果汁饮料一般采用高温的灌装方式,其通常采用304/316材质研制而成,可以满足90摄氏度以下的高温灌装,液缸自带有自动回流系统。
果汁饮料灌装机设备自动程度高,称为全自动三合一灌装机,设备自动冲洗、灌装、封口为一体的,带有自动润滑系统,可对设备各部位自动润滑。整机采用西门子PLC自动控制,采用可调速控制,可随时控制产量塑料的灌装系统,进行方式是风送带动瓶子。进瓶方式也是采用卡瓶口的方式,这样的卡瓶口的方式有利于瓶子的运行。同时可以兼容多种瓶子的切换使用,冲洗模块采用304不锈钢架子和管道。果汁饮料的灌装温度比较高的,所以在考虑饮料的灌装方面需要考虑设备能高温的灌装机。设备均是采用耐高温的液缸和阀门,也加保温系统。果汁饮料采用微负压的灌装方式更快。

你分析果汁饮料生产线工艺流程:
1、水果榨汁:水果清洗后通过榨汁机进行榨汁。一般情况下,果汁饮料生产线中的压榨取汁法是利用外部的机械挤压力,将果蔬汁从果蔬或果蔬浆中挤出而取得果汁的。根据榨汁时原料温度的不同,压榨可分冷榨和热榨甚至冷冻压榨等方式;根据压榨后果渣是否经浸提后再次压榨,将压榨分为二次压榨和一次压榨。
热榨是指将破碎后的原料果浆加热,再对果浆进行压榨取汁。热榨是由原料破碎后的生化性质及果蔬汁加工工艺所决定的。原料破碎前,在完整的组织中,生化反应速度相当缓慢;但在原料被破碎时,原料体内的各种化学、酶和微生物的过程便突然加速,相互影响,引起一系列连锁反应。其中主要的是被从原料组织中逸出的酶所催化的各种氧化反应。氧化反应往往是引起果蔬汁质量(颜色.香味.滋味和化学成分)剧烈下降的主要原因,例如有多酚氧化酶催化的多酚物质褐变反应,造成果浆和果蔬汁的颜色变化。因此,在果蔬汁加工工艺中,必须对产生不利影响的反应如酶促褐变反应采取有效的阻止或抑制措施。所以,原料破碎后,有时对果将进行热处理再进行热榨,以钝化酶的活性,同时也可抑制微生物的繁殖,保证果蔬汁的质量。冷榨是相对于热榨而言的,冷榨是指原料果破碎后,不进行热处理作业,在常温或低于常温下进行榨汁。
2、萃取:果汁饮料生产线中的萃取是把水果内的汁液转移到液态浸提介质(热水)中的过程。主要用于水分含量少的干果如酸枣.乌梅.红枣等和水果中果胶含量较高通过上述方法难以取汁的果蔬原料(如山楂)汁液的提取。浸提法分为静置萃取.逆流萃取.一次性浸提法.多次浸提法等。影响浸提法出汁率的因素主要有浸提温度.时间.原料的破碎程度.浓度差.流速等。
3、打浆:果汁饮料生产线的打浆是通过打浆机将破碎的果蔬原料刮磨粉碎并分离出果核.果籽、薄皮等而获得果(蔬)原浆。原浆的细度可以通过选用不同的打浆机筛网的孔径实现。在果蔬汁的加工中这种方法适用于果蔬浆和果肉饮料的生产,如草莓汁.芒果汁.桃汁.山楂汁等。果蔬原料经过破碎后需要立即在预煮机进行预煮,钝化果蔬中酶的活性,防止褐变,然后进行打浆,生产中一般进行三道打浆,经过打浆后果肉颗粒变小有利于于均质处理。如果采用单道打浆,筛眼孔径不能太小,否则容易堵塞网眼。
4、离心过滤:果汁饮料生产线的离心过滤需通过卧式螺旋离心机来完成,利用离心力的原理实现果蔬汁与果肉的分离。料浆通过中心送料管进入转筒的离心室,在高速离心力作用下,果渣甩至转筒壁上,由螺杆传送器将果渣不断地送往转筒的锥形末端而排出,果蔬汁通过螺纹间隙从转筒的前端流出。
5、粗滤:果汁饮料生产线的粗滤是除去分散于果蔬汁中的较大颗粒或悬浮粒的过程。除打浆法之外,其他方法得到的果蔬汁液中含有大量的悬浮颗粒,如果肉纤维.果皮.果核等,它们的存在会影响产品的外观质量和风味,需要及时去除,粗滤可在榨汁过程中进行或单击操作,生产中通常使用振动筛,进行粗滤,果蔬汁一般通过0.5mm孔径的滤筛即可达到粗滤要求。对果蔬汁粗滤后还需澄清与过滤,对于浑浊汁和带肉饮料则需要均质与脱气。
6、果汁的糖酸调整与混合:绝大多数果汁成品的糖酸比为(13:1)-(15:1)。许多水果能单制得晶质良好的果汁,但与其他品种的水果适当配合则更好。在鲜果汁中加入适量的砂糖和食用酸(柠檬酸或苹果酸)
7、真空脱气机:果汁饮料生产线生产的果汁中存在大量的氧气,会使果汁中的Vc遭破坏,氧与果汁中的各种成分反应而使香气和色泽恶化,通过真空脱气机是产品在55°C左右的温度下喷入真空度为0.6bar左右的脱气罐中,产品瞬时沸腾,将其中含有的氧气及芳香气体挥发出来,然后再通过冷却器将香气冷凝成液态加回产品中,将氧气直接排掉。
9、杀菌、采用UHT**高温杀菌对产品进行杀菌。
10、灌装:热灌装:1.冲瓶水为纯净无菌水。 2.热灌装要求85°C以上,灌装净含量小为500ml。3.旋盖后瓶口用纯净水冲洗干净,无料液残留,旋盖要求达到开启扭矩为28mm单片盖成品开启扭矩(90-170)N.cm或(8一15)lbf.in二片 盖成品开启扭矩(110-226)N.cm或(10-20)lbf.in,瓶盖无损伤,无凸起。
11、二次杀菌:对封口后的产品进行倒瓶和巴氏喷淋杀菌。这是对外包装的杀菌。
12、包装:通过贴标机或套标机对产品进行贴标签、然后采用喷码机喷s生产日期。后采用膜包装或者纸箱包装进行后12或者14瓶包装,如产量大,则需要采用自动码垛机。
我公司制造的果汁饮料生产线根据产量不同有3000瓶/小时到36000瓶/小时不等,一般选用5000-18000瓶/小时的果汁饮料生产线居多。
果汁饮料生产线解决方案工艺流程:原料选择→水果清洗→水果破碎→打浆→酶处理→榨汁→脱胶过滤→果汁调配→真空脱气机→均质机→果汁饮料杀菌机→果汁饮料灌装机→真空度检测或液位检测→杀菌冷却→套标机→打码→自动装箱机→果汁饮料成品
http://yinliaojixie.cn.b2b168.com












