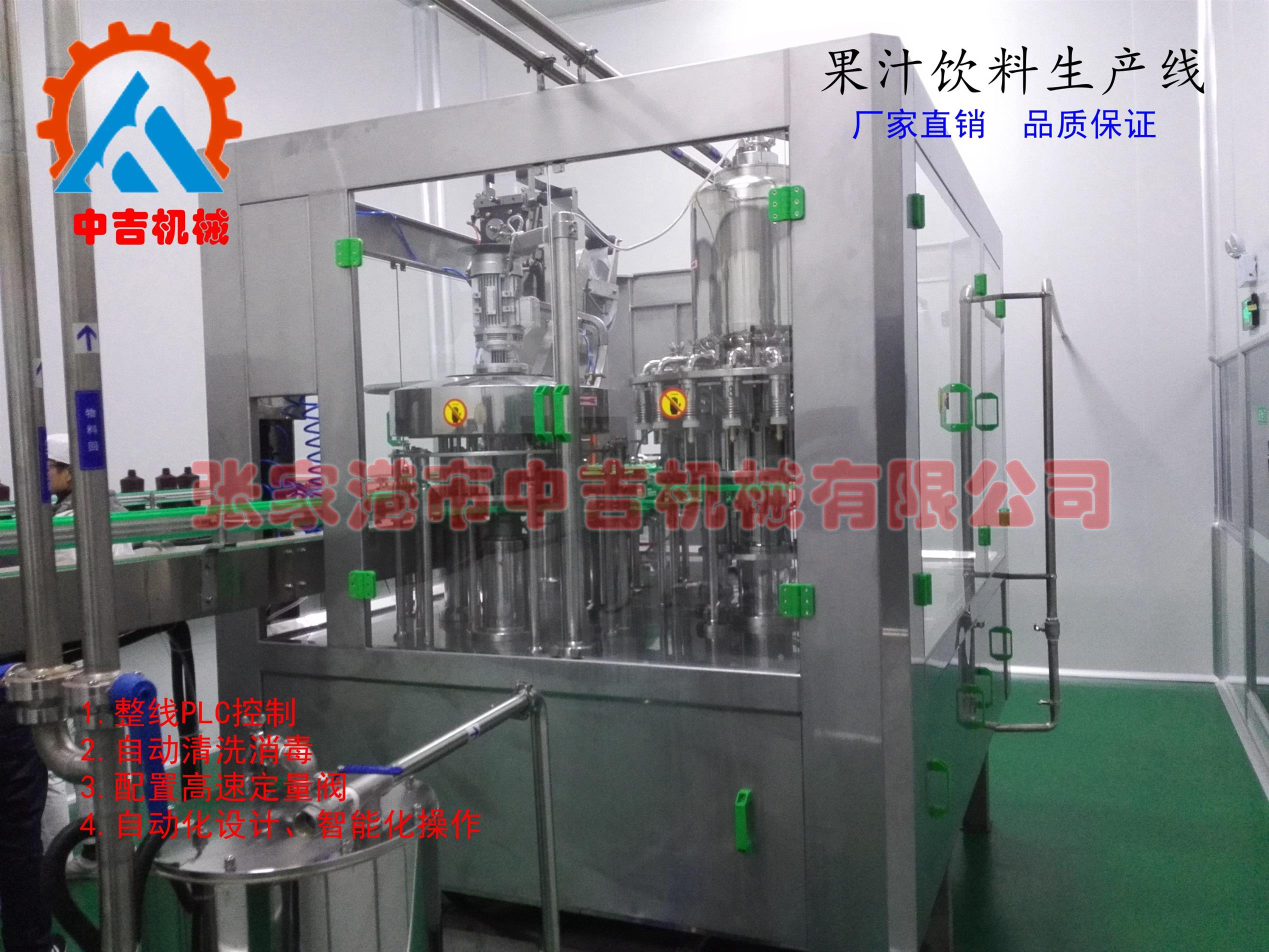
包装方式塑料瓶、易拉罐、玻璃瓶、屋顶包、利乐包
杀菌方式巴氏杀菌/高温杀菌
标签套标/贴标
包装纸箱/膜包装
材质340不锈钢/316不锈钢
原料原果/原浆/浓缩汁
重量12吨
蒸汽用量1-3吨/小时
自动化程度全自动
尺寸3500mm
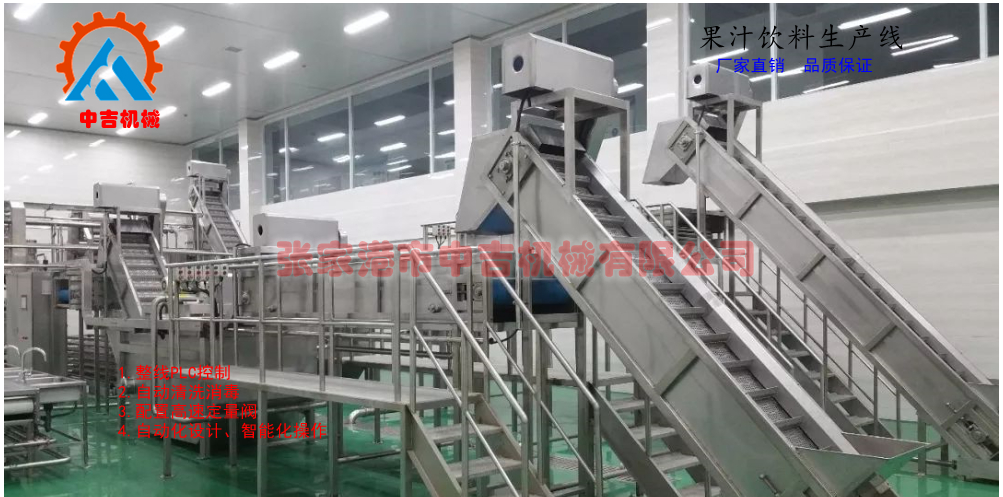
工艺流程图
原料选择→清洗→打浆→榨汁→粗滤→调配→均质→加热→装罐→密封→→冷却。
二、操作要点
(1)原料选择。制汁原料应选用成熟度较高的软果实,剔除发酵变质及未熟果实。
(2)清洗。原料榨汁前的洗涤是减少污染的重要措施,带皮榨汁时更应注意。因此,必须用流动水洗净果皮上的泥沙和杂质。必要时用溶液漂洗后,再用清水淋洗。
(3)打浆。用打浆机打浆去皮,果浆用布包裹榨取果汁,出汁率可达70%以上。或者将洗净后的果实倒入压榨机内榨汁,再经刮板过滤器滤去果皮、果籽及部分粗纤维。
(4)调配。粗滤后的果汁先加水稀释至折光度为4%。然后按照9O千克果汁加1O千克白砂糖的比例调配,不断搅拌,使糖完全溶化。
(5)过滤。调配好的果汁,经离心过滤机过滤、分离,除去余的果皮、果籽、部分纤维、碎果肉块和杂质。
(6)均质。过滤后的汁液经均质机均质,可使细小果肉进一步破碎,保持果汁的均匀混浊状态。均质机压力为10~12兆帕。
(7)装罐。将果汁加热,在汁温不低于80℃条件下装罐并迅速封口。
(8)冷却。封口后迅速,式为5’一1O’/1OO℃,尔后快速冷却至40℃以下。
就地清洗(CIP)部分
1、系统要求
配电:380V;
配蒸汽:需安装减压阀,压力为5;
配压缩空气:压力为8 Kg/c㎡,需安装减压阀,且无油无水;
供水:需自来水或纯净水;
1、清洗程序及技术要求
A冷管路及其设备的清洗程序
水冲洗3-5分钟;
1)用75-80℃热碱性洗涤剂循环10-15分钟(若选择NaOH,建议溶液浓度为0.8%-1.2%);
2)水洗3-5分钟;
3)建议每周用65-75℃的酸液循环一次(如深切试为0.8%-1.0%的硝酸溶液或2%磷酸);
4)用90-95℃热水消毒5分钟;
B热管路及其设备的清洗程序
a受热设备(如调配罐、定容罐等设备)的清洗
1)用水预冲洗5-8分钟;
2)用75-80℃热碱性洗涤循环15-20分钟(若选择NaOH,建议溶液浓度为0.8%-1.2%);
3)用水冲洗5-8分钟;
4)用65-75℃的酸液循环15-20分钟(如浓度为0.8%-1.0%的硝酸溶液或2%磷酸);
5)用水冲洗5分钟;
6)生产前90-95℃热水循环消毒15-20分钟;
C UHT系统的正常清洗程序
1)用水预冲洗15分钟;
2)用75-85℃热碱性洗涤剂循环30分钟(若选择NaOH,建议溶液浓度为1.2%-2.0%);
3)用水冲洗15分钟;
4)用75-85℃的酸液循环30分钟(如浓度为1.2%-2.0%的硝酸溶液);
5)用水冲洗15分钟;
果蔬汁饮料生产线工艺通常有以下几个特点:
1、 加热使原生质中的蛋白凝固,改变的半透性,同时使果肉软化。果胶水解,降低汁液的粘度,从而提高出汁率。处理条件:60-70℃/15-30min。
2、 浑浊果汁生产中的要求,多用于玻璃瓶包装的产品,马口铁罐产品很少采用。冷冻保藏果汁和浓缩果汁无须均质。
3、 果汁中存在大量的氧气,会使果汁中的Vc遭破坏,氧与果汁中的各种成分反应而使香气和色泽恶化,会引起马口铁罐内壁腐蚀.在加热时更为明显。常采用真空脱气法,氮气交换法。
4、 灭菌工艺的选择原则:既要杀死微生物,又要尽可能减低对产品品质的影响。常用的方法:高温短时(93±2℃/15~30s)。
5、 灭菌后的灌装:高温灌装(热灌装)和低温灌装(冷灌装)。果实饮料,除纸质容器外,几乎都采用热灌装(由于满量灌装,冷却后果汁容积缩小,容器内形成一定的真空度)罐头中心温度>70℃。

果味型饮料生产线中,利用浓缩果粉进行配料、过滤、均质、脱气、杀菌后进行灌装。
干果型果汁饮料生产线中,通过加温浸取的方式得到果汁,比如枸杞等,后续调配、灌装工艺和其余果汁饮料生产线差不多。特别在鲜果汁饮料生产线中,杀菌温度及时间的控制,对成品饮料营养成分的保留及口感影响很大。
果汁饮料生产设备中,选用三合一热灌装机对瓶子进行冲洗、灌装、封盖。物料温度保持在85℃下进行热灌装,保证无菌,封盖、灯检后立刻倒瓶对瓶盖进行杀菌,接着进入喷淋冷却设备降到常温,限度的保证果汁饮料的营养成分及口感。
不同种类的果汁饮料生产线,鲜果处理工艺有所不同,但后期的配料、杀菌、灌装、包装系统基本差不多。

三合一果汁饮料灌装机技术参数
1) 设备型号:RXXGF32-32-24-24-6型
2) 工位数:消毒液喷冲32×2,无菌水冲洗24,灌装24,封盖6
3) 额定生产能力:10000瓶/小时(500ml/瓶)
4) 消毒水冲瓶压力:0.2MPa,用水量:2×2m3/ hr(循环使用)
5) 无菌水冲瓶压力:0.2MPa,用水量:1.8m3/ hr
6) 消毒液冲瓶时间:20秒(10000瓶/小时)
7) 无菌水冲瓶时间:3.5秒(10000瓶/小时)
8) 冲瓶水沥干时间:3.5秒(10000瓶/小时)
9) 压缩空气压力:0.7MPa,用气量:0.3m3/ min
10) 适应瓶型:直径Φ50~Φ96,瓶高150~310
11) 主电机功率:7KW
12) 外形尺寸:7860×2290×2700(长×宽×高)
13) 设备重量:8500Kg
饮料灌装机主要特点
1、本机结构紧凑,控制系统完善,操作方便,自动化程度高;
2、与物料接触的零件均采用不锈钢制造,无工艺死角,易清洗;
3、采用高精度、高速灌装阀,液位准确无液损,确保优良的灌装质量;
4、封盖头采用恒扭矩装置,以确保封盖质量;
5、采用的理盖系统,具有完善的喂盖技术及保护装置;
6、采用完善的CIP清洗系统,确保整机灌装系统清洁,以满足热灌装工艺要求;
7、设有完善的过载保护装置,能有效保护机器设备及操作者;
8、控制系统具有物料温度自动、缺盖检测、卡瓶自停及产量计数等功能;
9、洗瓶系统采用喷雾喷嘴,可清洗到瓶内每一处;
10、主机采用变频调速,可方便地进行生产能力的适当调整;
11、主要电器元件、电控阀门、变频器等均采用进口元件,以确保整机的性能;
12、气路系统所有元器件均采用产品;
13、整机操作采用的触摸屏控制,可实现人机对话。
http://yinliaojixie.cn.b2b168.com