材质304-316不锈钢
包装容器塑料瓶,玻璃瓶,易拉罐,屋顶盒,利乐砖
产量1吨/小时-20吨/小时
包装方式塑料膜包装,纸箱包装
标签方式套标,不干胶,热熔胶
杀菌方式巴氏杀菌/UHT高温杀菌
加热方式电加热/蒸汽加热
果汁类型清汁/浊汁
功率150-260kw
二次杀菌方式巴氏杀菌/杀菌釜杀菌
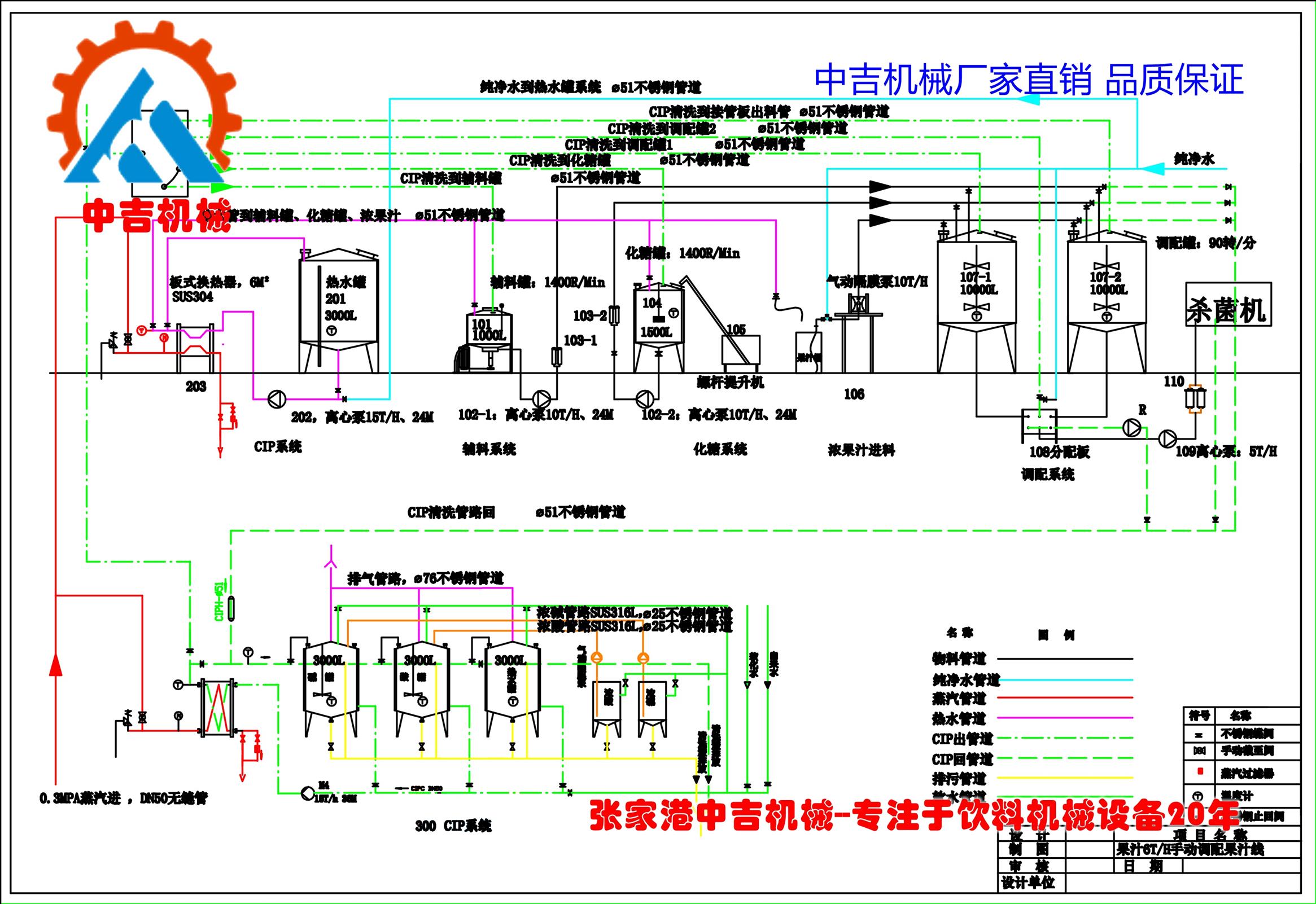
果汁饮料生产线包括纯净水RO反渗透设备、鲜果榨汁设备、配料、过滤、均值、脱气、杀菌设备、瓶装果汁饮料灌装机、倒瓶杀菌机、喷淋杀菌冷却设备、强力吹干机、喷码机、贴标机、纸箱包装机。鲜果的取汁方式需要根据鲜果的类型,如芒果、猕猴桃、樱桃这种浆果类的水果,可采用打浆的方式,苹果、离子、哈密瓜等这种硬脆的水果可采取破碎榨汁的方式。不同类型的水果,其取汁的方式都不一样的,很多用户都想用一条生产流水线加工所有种类的水果汁,那是不可能的。鲜果可做成清汁饮料和浑浊汁饮料,从工艺角度来考虑,制作清汁要更加复杂一点,需要灭酶澄清,再用板框精过滤。而浑浊汁鲜果榨汁出来就可以进行配料了。个人认为,浑浊汁里边带有果汁纤维,从营养角度来看,长期饮用浑浊汁饮料更利于健康。
果汁饮料生产线调配用的水是用纯净水,饮料口感要好一点。原汁、纯净水、辅料按比例调配后,调到适合的糖度和酸度,配置双联过滤设备,将配料中的杂质去除后,经过高压均质机,将果汁饮料细化,避免饮料分成,产生沉淀。化糖锅、配料罐、保温罐需要做成3层隔热保温罐,蒸汽锅炉提供蒸汽,节省耗电成本,降低热量的损失,避免工作人员。真空脱气机的真空罐中相差压力差,果汁饮料中的泡沫在压差作用下自动消失,也脱除内部含有的氧气成分,更利于果汁饮料的贮藏。灌装前需要进行杀菌,可采用**高温瞬时杀菌,杀菌温度130度左右,杀菌时间6-8秒,紧接着进入保温罐,等待灌装作业。

果汁饮料灌装机也称之为三合一热灌装设备,包装容器不同所采用的灌装机也不同,此处介绍塑料瓶的果汁饮料灌装机。果汁饮料灌装机是用于对瓶子的冲洗,果汁物料的灌装和瓶子的封盖作业,功能集于一体,所以称之为三合一。尤其是不添加任何防腐剂的果汁饮料,为了封盖后不滋生,都要采用果汁高温热灌装,市面上还有所谓的中温灌装和无菌冷灌装,对生产环境的要求,以及设备的技术含量将要更高一层。
果汁饮料加工生产设备采用的耐高温PET瓶,所采用的的是高温吹瓶机,吹瓶过程中模具需要加热,使吹出来的瓶子能耐高温,85度左右。吹出来的瓶子短时间内完成灌装作业,存储的时间越长,其耐高温能力越差。PET瓶胚由注塑机加工而成,原料为塑料粒子,随石油的价格而波动。
我公司可提供成套完整的瓶装果汁饮料生产线,按照500ml容量,其生产线运作速度分为如下几个档次:有小型2000瓶/时、4000瓶/时、6000瓶/时、10000瓶/时、15000瓶/时、20000瓶/时、25000瓶/时-36000瓶/时。欢迎国内外的客户前来采购设备,我们可直接出口,包括去国外的安装调试、人员的培训,交钥匙工程,在果汁饮料这方面,我们!
果汁饮料生产流水线,果汁配料用水为纯净水,利用纯净水调出来的饮料口感更佳,不看是一套简单的纯净水处理系统,从源水到纯净水的生产工艺也是有一定复杂性的。源水一般为地下水、自来水,这套系统的常规配置为石英砂过滤器、活性炭过滤器、离子软化器、精密过滤器、RO反渗透、紫外线杀菌机、纯净水罐。出水量根据瓶子容量、生产速度以及冲洗瓶子用水量来计算。

果汁饮料自动化生产设备,果汁尽可能的处于低温状态,长时间高温状态会影响口感,营养成分流失,饮料的颜色也难以控制。现在市面上还有更无菌冷灌装、中温灌装等,对生产环境要求较其严格,不过设备投资资金很大,采用冷灌装后,瓶子克重数可有所降低,降低瓶子的成本。
灌装饮料生产线的包装,保证物料在85度进行灌装。如果是塑料瓶,需要选配高温吹瓶机,吹制出来的瓶子可耐高温90度左右。不管是玻璃瓶、塑料瓶、易拉罐,其冲洗、灌装、封盖步骤都一样,采用纯净水进行冲洗,也采用纯净水进行勾兑饮料,口感会更好一点。冲洗水集中在接水盘中,由管道直接排放到位置。灌装后,瓶口螺旋口会残留果汁饮料,在封盖前可利用喷嘴,通过纯净水冲洗干净,否则封盖后会滋生。为了保证保质期,而且现在果汁饮料都走向市场,主推健康饮用,所以不添加任何防腐剂,封口后进行二次杀菌,会配备倒瓶杀菌和喷淋杀菌冷却设备。杀菌后的物料温度处于85度左右,长时间处于高温会影响果汁饮料的口感,所以需要降温到常温,再进行吹干、贴标、喷码和纸箱包装。
http://yinliaojixie.cn.b2b168.com












