包装方式塑料瓶、易拉罐、玻璃瓶、屋顶包、利乐包
杀菌方式巴氏杀菌/高温杀菌
标签套标/贴标
包装纸箱/膜包装
材质340不锈钢/316不锈钢
原料原果/原浆/浓缩汁
重量12吨
蒸汽用量1-3吨/小时
自动化程度全自动
尺寸3500mm
技术要点
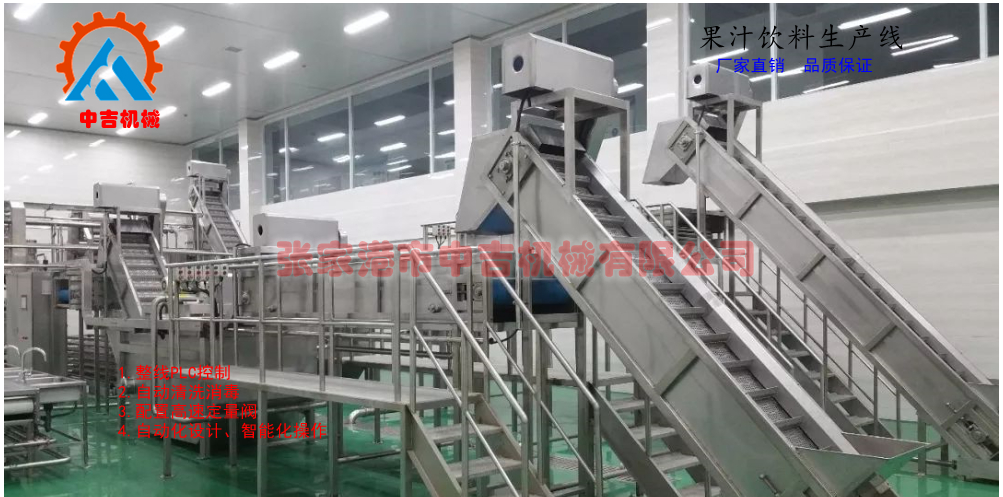
1、生产工艺流程 果实原料→清洗→破碎(加入护色剂)→灭酶→冷却→果胶酶处理→压榨→加澄清剂→离心→超滤或硅藻土过滤→调配→灌装→。
2、加工工艺要点
(1)苹果汁和鸭梨汁选用充分成熟的苹果原料,去掉病虫部分,用清水洗干净,加入带式榨汁机榨汁,为了抑制果汁褐变,在榨汁机过程中加入0.1--0.2%的抗坏血酸。将榨得的原果汁用泵打入酶处理罐中,瞬时加热到80℃灭酶,然后冷却到45--50℃,加入0.02%果胶酶保温2小时,用硅藻土过滤机过滤,调整糖酸后再次过滤,经灌装后即为成品。
(2) 葡萄汁原料:用于榨汁的葡萄,应选择优良的加工品种,特别要注意原料的鲜度、成熟度和可溶性固形物的含量。未成熟的葡萄可溶性固形物含量低、酸度高、单宁多、风味差。雨天裂果、长霉果以及发酵变质的原料,也不适合国工果汁。为了洗去附着在原料表面的农药和灰尘等,在水中浸泡1次后,再用0.03%的溶液消毒2分钟,取出用清水漂洗,再用高压水冲洗干净。压榨和除梗:葡萄洗净后,放在回转的合成橡皮辊上进行压榨,再由带桨叶的回转轴将果梗排出,通过滤网分离出葡萄,由泵送去软化。加热软化:为了使红葡萄色素溶出,一般要进行加热压榨,两次葡萄汁混合后冷却。加酶处理:生产澄清型红葡萄汁,必须加入果胶酶处理。将葡萄汁的PH值调整至3.5--4.0,温度控制在40--45℃。加酶处理时,先将果胶酶溶解于少量的果汁中,然后按0.01--0.05%的用量加到45摄氏度的葡萄汁中,充分搅拌混合,处理4--10小时。过滤:酶处理后,多数采用板框压滤机进行过滤,以硅藻土为助滤剂。硅藻土用量为果汁的0.5--1.0%。灌装和:将上述果汁灌装后经巴氏即为成品。
(3)草莓汁:草莓→去掉病虫部分,用清水清洗干净→100℃灭酶2分钟→破碎,加入柠檬酸护色→80℃热浸提1小时→冷却到45--50℃→加入0.02%果胶酶,保温2小时→压榨→加入适量澄清剂→离心→硅藻土过滤机过滤→调配→灌装→。
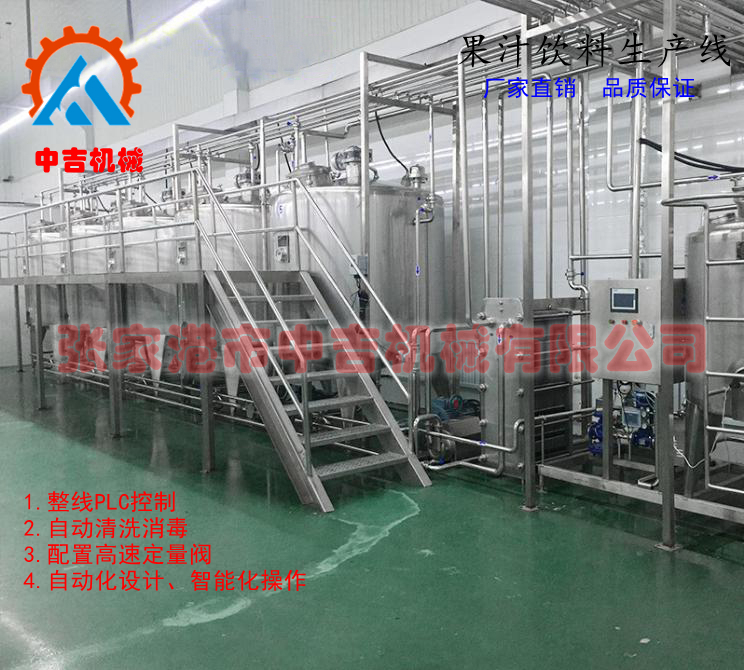
果汁饮料生产线中,水是基本的成分,在饮料中的含量大搞90%以上,所以水质好不好往往会直接影响到饮料的口感和质量。饮料中使用的水是有要求的。一般用于制作果汁时使用的源水可能是地下水居多,地下水是使用前需要将水进行过滤和处理,将源水的泥土砂石、颜色和气味,还有水质的软硬度,也通过设备将其过滤,源水过滤系统水罐采用304不锈钢,内部细小颗粒采用合理的分成填充,活性炭选用小颗粒吸附效果好的椰壳,比传统活性炭效果更高。做果汁饮料为了尽可能的减少水中对果汁有影响的物质,采用RO反渗透机组将水中除去水分子的物质全部过滤剔除。
灌装工序
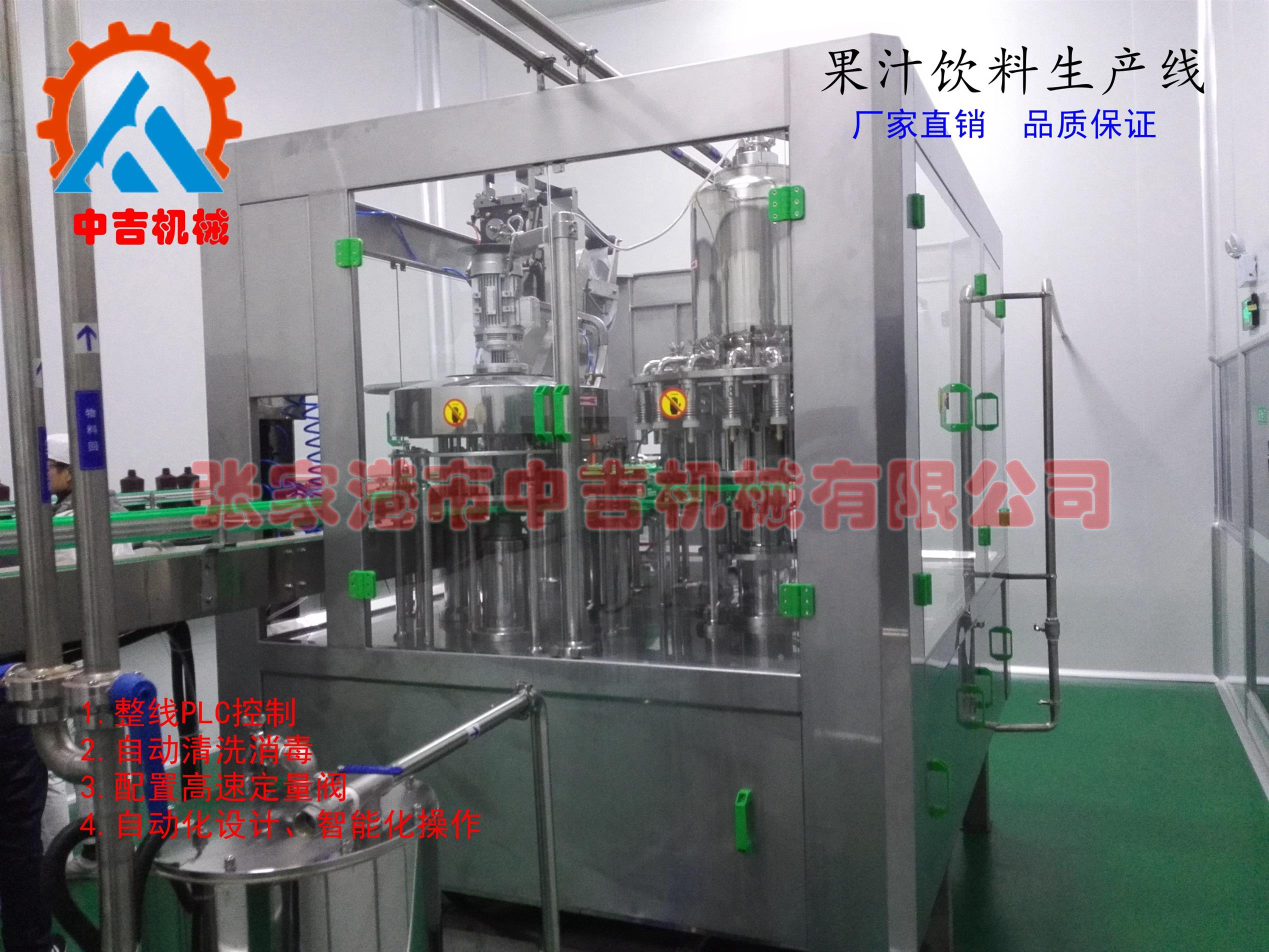
RXGF32-32-10型冲瓶机灌装封盖机组是张家港市中吉机械有限公司吸收自行设计制造的三位一体生产设备,灌装封口设计特,具有效率高,自动化高,操作方便等特点,是一台能的自动化液体包装生产线设备.
包装容器在螺旋器的作用下自动顺序进入冲瓶机,瓶被盘转呈倒立状态下,通过喷嘴洗涤内部或外部,再沥干,由拨盘进入灌装机,进行高速的自动满口热灌装,然后进入自动封盖系统封盖.
1、冲瓶机
本设备利用夹瓶装壳置一夹容器的瓶颈向后旋转180度,让容器侧立朝下平稳旋转,对容器旋转高压冲洗.旋转式冲瓶机使用用于各种瓶型,范围很广,间歇室喷冲,减少水的消耗量,容器的更换及升降能通过齿轮调整.
2、灌装机
灌装形式采用高位罐压力室灌装,在灌装的过程中,瓶内的空气不会返回到缸内,与外界不接触,对产品的无菌灌装更为有利.灌装阀等与液体物料相接触的零件,均采用符合食品卫生要求的材料且表面光滑易清洗,特的卡瓶口灌装结构,瓶身轴向不受压力,降低了瓶子的成本,设计特的热灌装满口灌装阀提高了灌装速度,并且阀的分解、维修简单易行.
3、封口机
封口机是指灌装好的容器进行完全的封口的装置.它采用磁力离合装置,当旋紧力**设定值时,旋头自动空转,避免了封口头对瓶盖磨损,封口合格大于99.7%.送盖机构将盖子水平送致封头,由封头抓起瓶盖垂直旋转,可杜绝在封口过程中漏液、漏气等现象。
二、RXGF32-32-10冲瓶灌装封盖机组技术参数
1、设备型号:RXGF32-32-10
2、灌装速度:200瓶/分
3、瓶容积:500
4、包装容器:耐热PET瓶,塑料扭断防盗盖
5、冲洗头数32,灌装头数32,封口头数10
6、能源:交流三相四线制(380/220V,50HZ)
7、耗电:7.4KW()
8、耗水:60L/min
9、重量:6700kg
10、设备尺寸(长*宽*高):3500*2500*2600(mm)
11、洗涤方式:洗涤排水
12、循环角度:360角度(实侧)
13、旋转角度:90-150角度(实侧)
14、冲洗角度:70-100角度(实侧)
15、灌装温度:18-95OC
16、速度控制:变频控制(ACMOTOR+INVERT)
17、进料口管径:进水口直径:2”(50.8mm)1/2
18、洗涤排水口管径:1(38.1mm)
三、设备配置:
设备结构为碳钢焊接框架,不锈钢(SUS304)罩板,厚度不小于1.5mm,需要机械强度的传动部件如轴、齿轮等为碳钢,与液体接触的部位均采用不锈钢。
为实现热灌装,密封件采用三元乙丙橡胶。
保证设备的可靠性,关键电气控制元件均采用进口或合资:
PLC可编程控制器采用韩国LG公司产品
变频器采用日本三菱(MITSUBISHI)产品
安全装置安装在输入蜗杆上,两个STARS和所有的事故防止保护门连锁。电子系统和控制柜全部与CE标准一致。
具备CIP清洗接口
灌装回流小于5%
7、由于是三合一体机,减少了冲瓶、灌装、封口间的污染,且大幅降低无菌间的制造成本。
四、温控系统:
为适应热灌装要求,灌装缸内装有温控装置,当物料温度低于灌装温度要求时,自动回液,确保灌装过程无菌;
配有回液罐一个,多级饮料泵2台;
蒸气及管道、管件用户自配。
具备以下功能:
液位控制、温度控制、搅拌、人孔、呼吸阀

我公司的热灌装机有完善的循环系统:物料经灌装缸——灌装阀——容器——回流通道——回料缸——低位缸——泵——冷却器— UHT的平衡罐。
核心技术一:灌装阀稳定性方面。选不锈钢,应充分考虑其不同的功能及工作状态,根据材质的类别、化学成分、机械性能的差、合理选材,再经必要的工艺处理,数控加工,保证优化的公差配合,质控点把关,满足在长久的高温状态下,灌装阀的性能持久稳定。
核心技术二:灌装阀的漏液问题。关键是灌装阀内密封、导向件的选用较为的材料,我们考虑此类型的材料在高温下热变形的影响,设计制作时,其耐热性、硬度及配合尺寸有多年经验数据,另选取合适的弹簧与密封的组合,漏液问题就迎刃而解了。
核心技术三:为了延长机器的使用寿命、主机台面板上数控机床刨削平面,确保精密的旋盖部分的稳定运作,整机配有自动润滑系统、三菱PLC电脑控制、操作简便智能化。
果蔬汁饮料生产线工艺通常有以下几个特点:
1、 加热使原生质中的蛋白凝固,改变的半透性,同时使果肉软化。果胶水解,降低汁液的粘度,从而提高出汁率。处理条件:60-70℃/15-30min。
2、 浑浊果汁生产中的要求,多用于玻璃瓶包装的产品,马口铁罐产品很少采用。冷冻保藏果汁和浓缩果汁无须均质。
3、 果汁中存在大量的氧气,会使果汁中的Vc遭破坏,氧与果汁中的各种成分反应而使香气和色泽恶化,会引起马口铁罐内壁腐蚀.在加热时更为明显。常采用真空脱气法,氮气交换法。
4、 灭菌工艺的选择原则:既要杀死微生物,又要尽可能减低对产品品质的影响。常用的方法:高温短时(93±2℃/15~30s)。
5、 灭菌后的灌装:高温灌装(热灌装)和低温灌装(冷灌装)。果实饮料,除纸质容器外,几乎都采用热灌装(由于满量灌装,冷却后果汁容积缩小,容器内形成一定的真空度)罐头中心温度>70℃。
易拉罐装设备组成:包括水处理系统、原果处理系统、调配系统、全自动卸罐机、冲罐机、灌装封盖机、UHT灭菌机、冷罐机、储罐台、喷码机、液位检测机、收缩膜包装机、实罐输罐输箱系统、电气控制系统等在内的一整套灌装包装生产线。可选设备:纸箱包装机等生产能力:我公司已经形成了完整的系列化产品线,可供应能力从1,000罐/小时,到30,000罐/小时,(以355ml易拉罐计算)
http://yinliaojixie.cn.b2b168.com