包装方式塑料瓶、易拉罐、玻璃瓶、屋顶包、利乐包
杀菌方式巴氏杀菌/高温杀菌
标签套标/贴标
包装纸箱/膜包装
材质340不锈钢/316不锈钢
原料原果/原浆/浓缩汁
重量12吨
蒸汽用量1-3吨/小时
自动化程度全自动
尺寸3500mm
小瓶果汁饮料生产设备分类:
1、在原料产地加工浓缩果汁,将其以工业原料的形式运销(出口或内销);然后饮料加工企业(购买)使用浓缩果汁,经兑水稀释、调配、杀菌、包装成消费者产品。这是现代果汁加工业的模式。
2、在原料产地加工原果汁,同时直接使用原果汁,经兑水稀释、调配、杀菌、包装成消费者产品。这是传统果汁加工业的模式,销售区域局限于产地附近。
果汁饮料大部分的成分以水为主,一般采用勾兑的方式调制而成,90%的水加入10%的果汁,或者原浆,稀释后加入部分的香精香料、稳定剂和色素等。基本的原理是白糖经过化糖锅。通过过滤后取得糖浆。调配罐以蒸汽或者电加热为主,调配是将浓缩果汁或者原浆根据比例投放入调配罐中,糖、香精香料再根据比例投入罐内通过不断搅拌,调配完成。
均质过程:高压均质机依靠三个反复运动的柱塞而产生较大的压强,当柱塞向后运动时,进料下阀门开启,将物料吸入,当柱塞向前运动时,下阀门关闭,上阀门被**开,物料被压入高压均质阀区域,通过一、二级均质阀均质、乳化,物料从出料口出去。当经过越小口径时,剪切力越大,压力越大,均指的效果越明显。均质有利于饮料物料更均匀分布,防止物料沉淀影响口感。
饮料均质后再进行真空脱气。饮料本身再生产过程会进入氧化。时间一长容易导致氧化或者变黄;经脱气处理后的果蔬汁饮料,可以减少或避免果汁成分的,减少果汁色泽和风味的变化。主要的脱气方式采用真空式的脱气。将饮料中气体脱走。
杀菌:虽然饮料通过高温调配,很多很多被杀死,但是还有部分耐高温的,还没完全被杀死,所以需要多饮料进行“**高温瞬杀灭菌”,为了然饮料保存时间更长,短时间不发生变质。
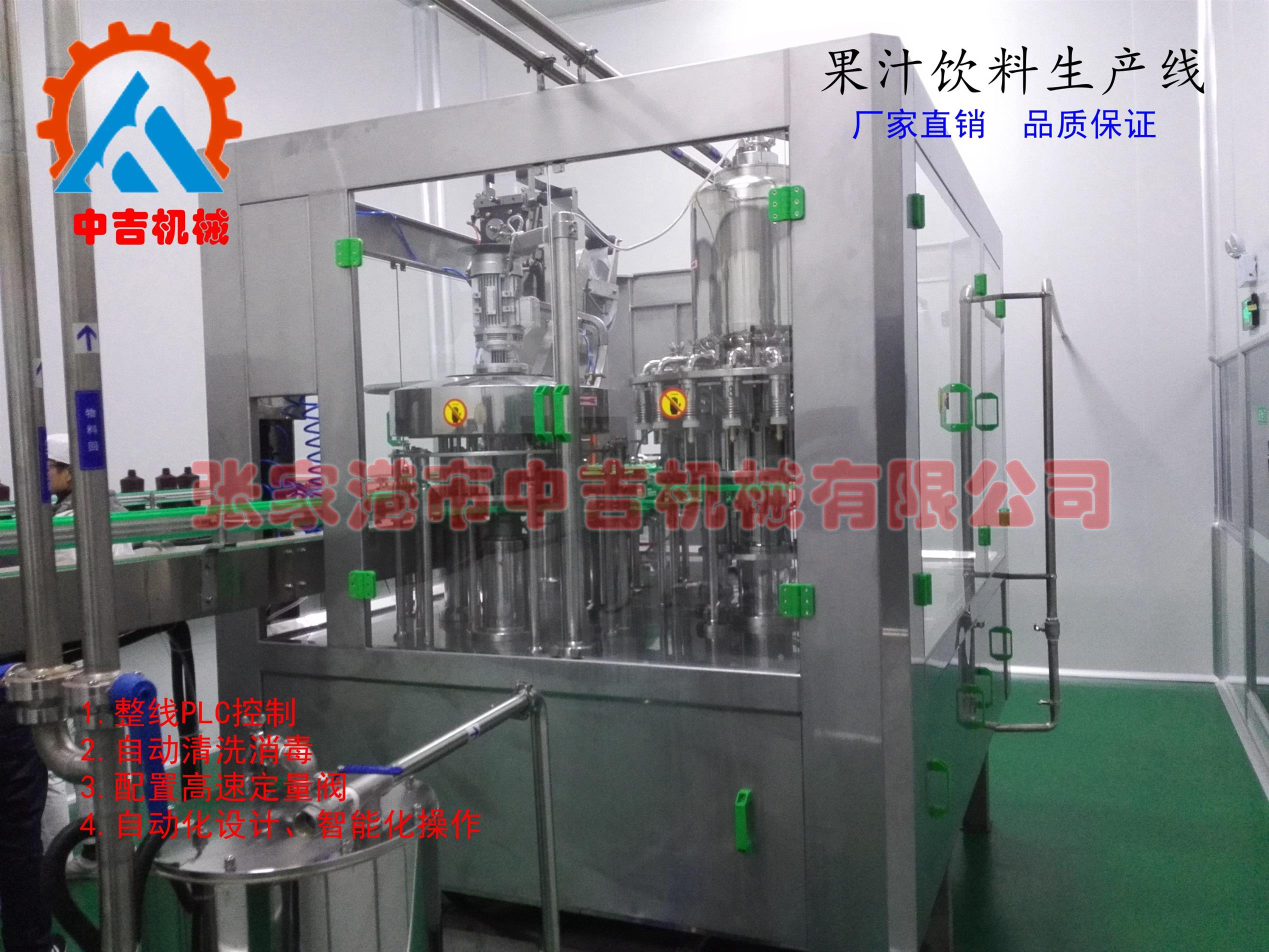
杀菌完成后以快速的方式进行灌装,灌装方式主要以热灌装为主,热灌装的优点能在高温的情况下,避免滋生,本厂灌装还带有自动液体回流系统,物料温度过低时,灌装机自动反馈系统,将物料打回回流缸,回到去进行再次杀菌,灌装采用微负压的灌装方式,灌装速度快,液位更精准,电子元器件采用西门子、施耐德、三菱。
生产线使用激光喷码机、激光喷码机具有耗电低,飞行式的框架结构可根据瓶型的高度随时进行调整,可适应多种瓶型的喷码切换,触摸式的人机操作界面,中英文界面可随意切换,支持多种语言的选择,可控制喷码的深浅,操作人性化,在操作是不会产生任何污染。
全自动贴标机,用于瓶子罐子的外部包装,适用于不同高度和宽度的瓶子,在合理规格中,通过模具的跟换可实现多种瓶型的使用,适应力较强。采用法国施耐德进口电机。操作进行任务更精准,设备更耐用。带有废弃标签膜自动收集系统,结束生产后,可工整的收集起来,直接丢弃。
市面上比较流行包装方式有塑料膜宝,。本厂膜包机自动程度高,可根据瓶型的高度高点自动检测高度,适应至合理位置进行包装,日本进口模切刀同比其他品牌使用寿命更长,塑料膜切口更整齐,热收缩炉部分采用恒温,技术当达到设备温度自动停,温度降低时自动升温。
果汁饮料灌装机 全自动果汁热灌装设备灌装方式有两种,小于70摄氏度到60摄氏度的为中温灌装。灌装方式和无菌间的要求比较高,无菌间需要千级以至百级左右的净化车间。相比较高温灌装更为适用和通用普遍性高,灌装温度达到温度到达80-95摄氏度基本上果汁致病菌无法生存。灌装设备同样适用于植物蛋白饮料热灌装例如:豆奶、椰汁、等饮料的生产线,这类饮料属于中性饮料,常规需要杀菌釜进行二次杀菌,椰子汁中还有的芽胞耐热温度高、常规的杀菌无法杀死,需要**高温时间杀菌设定,使用管式杀菌机杀菌15-30MIN,时间太长饮料颜色容易发生改变,同时会发生口感的改变。

果汁调配包含:化糖锅,糖浆过滤器,搅拌缸,双联过滤器,均质机,脱氧机,中转罐,UHT瞬时**高温灭菌机,保温缸;
化糖锅:具有加热,搅拌装置的化糖设备,可以分为电加热或者蒸汽加热两种。
糖浆过滤器:该过滤器主要用于糖浆除杂过滤,经过过滤的糖浆清澈透明,不带臭味和杂味。
搅拌缸:将糖浆,浓缩果汁,香料搅拌混合,为预备状态的果汁。
双联过滤器:清除物体液料中杂质;
高压均质机:将料液在高压下进行均质,减少或防止料液的分层,调高料液的细洁度,疏松度以及提高在制品的内在质量。高压均质机能将料液均质细化,使料液形成高压喷雾的设备。
脱氧机:均质后的果汁在真空状态下脱氧,防止果汁氧化,延长果汁储存期。
UHT瞬时**高温灭菌机:一般物料由离心泵泵入灭菌机中,在冷热料热交换装置中而得到预热,再经过充满高压的高温桶,物料被迅速加热到杀菌温度并在此前后保持约3秒,其中的微生物及酶类很快被杀灭,在灭菌的同时不影响物料的口感,品质。
保温缸:保温储存高温灭菌后物料,用于灌装。

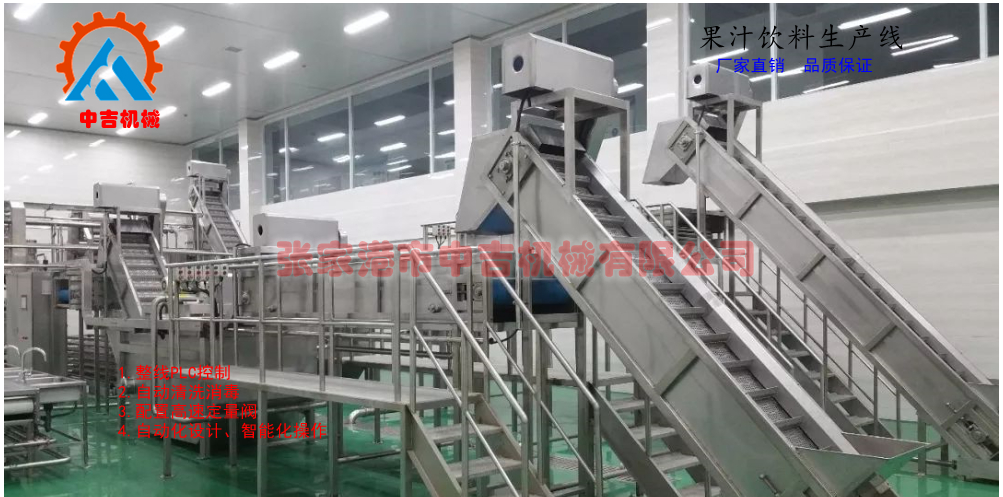
果汁饮料加工设备 果汁饮料机械设备 果汁饮料生产机械
1、称料
1.1配料员根据生产需要按研发部下发的配料表进行称料。
1.2做好称料记录,物料称好后密封,并放于位置,标识明确。
1.3对易吸潮小料需调配前称量,如:CMC。
2、原料溶解:
2.1溶解稳定剂:稳定剂用85℃热水在高速搅拌缸中溶解20min左右,充分溶解无颗粒后,常压过胶体磨打入调配罐。
2.2溶解阿斯巴甜、AK糖:将阿斯巴甜与AK糖混合均匀后,缓慢加入85℃热水,并搅拌,使充分溶解无颗粒后打入调配罐。
2.3 溶解果葡糖浆:在搅拌缸中用冷水溶解果葡糖浆(约7倍水),高速搅拌10分钟后停止搅拌,打入调配罐中(绒布过滤),搅拌缸用纯净水冲洗干净打入调配罐中。
2.4山梨酸钾、色素、护色剂、盐等用温水溶解。
2.5 柠檬酸钠、柠檬酸、苹果酸共同用温水溶解(共分三次进行),稀释到7-10倍。
2.6 Vc、香精、乳浊剂等用冷水溶解。
3、调配定容:
3.1 加料顺序:稳定剂+代糖+山梨酸钾+Vc+酸(包括柠檬酸钠)+色素+护色剂+盐+乳浊剂+香精。
3.2 加酸:将充分溶解后的柠檬酸和苹果酸液缓慢加入。
3.3 定容:4.5吨,定容后搅拌20分钟,经质检员检验合格后方可均质,小样PH=3.0~3.5,糖度=1.2±0.1°Brix,总酸为:0.2565±0.015 %(以柠檬酸计)。
4、均质:一级压力:30MPa,二级压力:10MPa,均质效果:离心率≤1mm。
5、UHT(**高温瞬时灭菌):杀菌温度125-130℃,杀菌时间4-6秒,出料温度72±2℃。
6、保温:保温缸温度70±2℃。
7、过滤:用300目的管道过滤器过滤。
8、瓶子消毒:(旧瓶需提前进行消毒清洗:用2%的康乐消毒液进行浸泡消毒,时间4分钟),生产时用1.0%的康乐消毒液对瓶子进行冲洗消毒,再用60~65℃热水冲洗干净。
9、盖消毒:刚打开包装的瓶盖直接放进贮盖容器中进行紫外线杀菌30min;已经打开或被轻度污染的瓶盖要用 1%的康乐消毒液进行消毒3分钟,然后用清水冲洗3min,用甩干机脱水,置于臭氧消毒柜消毒30min,再投入生产使用;污染严重的盖子不允许使用。
10、灌装旋盖:灌装温度67±2℃,灌装容量为500±15ml,平均净含量不低于标识含量;灌装后瓶口螺纹处无糖浆残留,由生产自检,品控员检查旋盖、有无异物等全面合格后方可灌装;开机前要求对每个封头产品进行检查(由生产操作员自检、品控员监督),确保旋盖不漏液、不漏气,松紧适度;瓶盖盖体洁净无异物粘附。
11、喷码:要求完整、清晰、准确、字符高2-3毫米,喷码位置为瓶盖,喷码式样为“ 上一行2010/01/21 下一行08:28:08B 两行对应平行,B为班次”。
12、灯检:检出有杂质、扁瓶、液位低、喷码不良、标签不良等的产品,禁止不良产品进入下道工序。
13、淋洗:冲瓶水温度要求用50-60℃的热水冲去瓶壁附着的浆液并保温。
14、装箱:装箱数量准确,外包装箱整洁。
15、封箱、码垛:封箱胶带封合严密、平整、美观;成品箱方正、美观;码垛摆放整齐、美观,码放高度以不影响产品质量为基准(码放高度不大于5层)执行;生产日期打印至合格证“生产日期”中,要求清晰、正确。
三、果汁饮料成品质量要求
1、内控理化指标:固形物含量=1.2±0.1°Brix(20℃),PH=3.0~3.5,总酸=0.2565±0.015 %(以柠檬酸计)。
2、产品口感及色泽以标样产品为准。
3、消毒依据热灌装饮料消毒程序。
附言:欢迎广大新老客户利用好当地的资源优势,如水果、草本植物、高蛋白类、菌类等等资源,相信中吉机械能帮您开发成包装精美的、高营养的饮料广销市场!!
http://yinliaojixie.cn.b2b168.com