包装方式塑料瓶、易拉罐、玻璃瓶、屋顶包、利乐包
杀菌方式巴氏杀菌/高温杀菌
标签套标/贴标
包装纸箱/膜包装
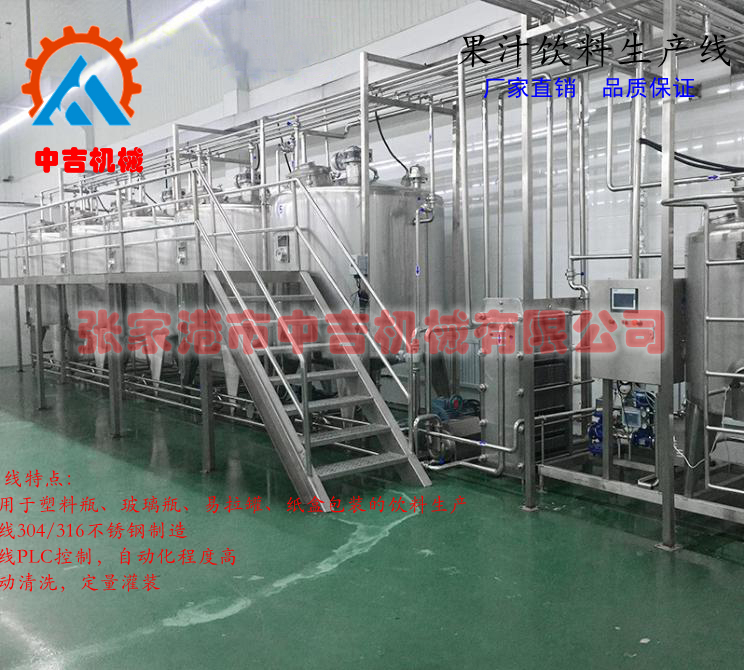
材质340不锈钢/316不锈钢
原料原果/原浆/浓缩汁
重量12吨
蒸汽用量1-3吨/小时
自动化程度全自动
尺寸3500mm
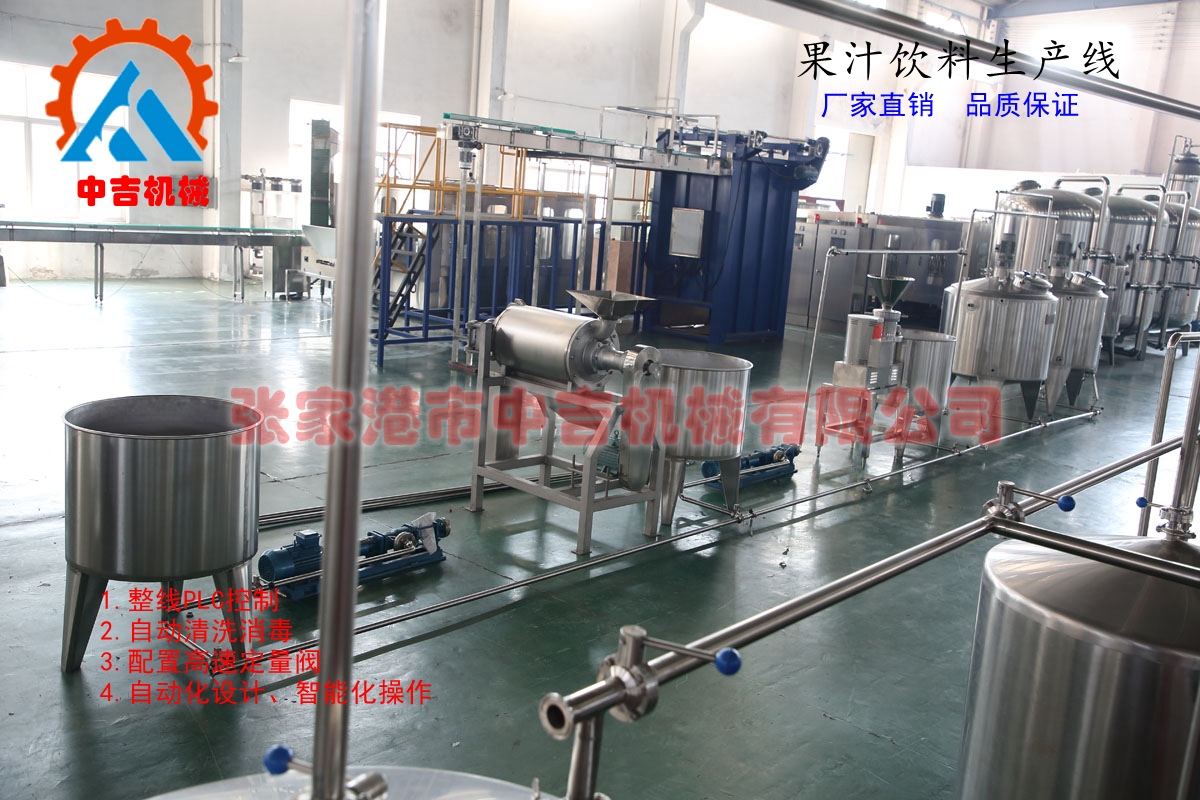
果蔬汁饮料生产线的生产工艺流程:
1.制取果汁工艺流程如下:
果肉型(混浊汁)原料→清洗→(去皮)→破碎→软化→多道打浆→多效浓缩→高温瞬间灭菌→灌装封口机
清汁型
2.原料→清洗→(去皮)→破碎→初酶解→榨汁→酶解澄清→过滤(超滤)→多效浓缩→高温瞬间灭菌→灌装封口机
3.饮料型果汁工艺流程如下:浓缩果汁→微细化→调配→脱气→均质→高温瞬间灭菌→灌装封口(PET瓶、易拉罐等)
4.饮料型果汁主要设备:微细化设备、调配设备、脱气机、均质机、高温瞬间灭菌、洗瓶-灌装-封口设备(PET瓶、易拉罐等)
四技术要求及注意事项
1过滤
1)管道过滤器应定期拆洗;
2)在工作中,若发现减小或其它异常情况,可使用另一通道,并在线清洗该通道;
3)过滤器所用滤网应定期更换,其滤网大小为100目以上;
2化糖与溶液
1)化糖时,先将水加热,其温度在75-85℃之间,其加水量大约为糖的1-2倍,加糖时应缓慢倒入;
2)化胶时,先将水加热,在温度在75-85℃之间,其加水量为胶量的20倍左右,加胶前与5倍于胶的糖干混后加入;
3)蒸汽进入板式换热器前应由小到大调节减压阀门,压力不**过4 Kg/c㎡,并安全使用蒸汽;
4)过滤器应定期拆洗,定期更换滤网,滤网大小为100目;
3调配与定容
1)严格按照配方要求准确计算出各种原辅料的添加量;
2)将糖与胶液在调配罐中充分混合10分钟以上;
3)若生产酸性饮料,则酸液浓度不得**过20%,添加时应缓缓加入,且开启搅拌电机,边搅拌过加入,防止酷蛋白凝聚;
4)将糖液与胶液泵入定容罐后,再用纯水冲洗并将洗液一同泵入定容罐;
5)定容结束后加入香精或香料,并充分搅拌10-20分钟,使产品均匀一致;
6)在定容结束后,杀菌之前进行取样抽检共内容包括口感、口味、滋味、气味、色泽、组织状态、糖度、酸度等;
7)每班结束后,将定容罐、调配罐及管路彻底清洗;
8 UHT杀菌
1)杀菌温度为125℃,时间为4秒钟;
2)蒸汽压力小于6Kg/c㎡,注意安全使用蒸汽;
3)每生产6-8小时后应清洗一次杀菌机,每班结束后彻底清洗杀菌机、平衡桶及管路;

本机五合一**洁净(中温)灌装系统集两道消毒液冲洗、无菌水洗瓶、灌装、封盖于一体,部分引入了无菌灌装系统的设计理念和控制技术。PET瓶纯水冲洗、灌装、封盖机,吸取了国外同类型产品的技术,性能稳定,安全可靠。
采用风送道与进瓶拨轮直连技术,取消了进瓶螺杆及输送链,变换瓶型简单容易。瓶子通过风送道进入机器后,由进瓶钢拨轮(卡瓶颈方式)直接送至冲瓶机冲洗。
消毒液冲洗:瓶子进入主机,瓶夹夹住瓶口沿冲瓶导轨向上翻转180°,使瓶口向下。在消毒液冲瓶机特定区域(由分水盘决定——消毒液冲瓶水由消毒液冲瓶水泵泵入分水盘,后由分水盘通过管路分配至冲瓶夹),冲瓶夹喷嘴喷出消毒液,对瓶子内壁进行冲洗。瓶子经消毒冲洗、沥干后在瓶夹夹持下沿导轨向下再翻转180°,使瓶口向上。洗净后的瓶子通过过渡钢拨轮从冲瓶机导出并传送至下一工序-消毒液二次消毒再进入下一道无菌水冲瓶。
无菌水冲瓶:瓶子通过传输星轮进入冲瓶机,瓶夹夹住瓶口沿冲瓶导轨向上翻转180°,使瓶口向下。在冲瓶机特定区域(由分水盘决定——冲瓶水由冲瓶水泵泵入分水盘,后由分水盘通过管路分配至冲瓶夹),冲瓶夹喷嘴喷出无菌水,对瓶子内壁的消毒液残留进行冲洗。瓶子经冲洗、沥干后在瓶夹夹持下沿导轨向下再翻转180°,使瓶口向上。洗净后的瓶子通过过渡钢拨轮从冲瓶机导出并传送至下一工序-灌装。
灌装:灌装时瓶子采用气缸提升,高速运行平稳可靠。瓶口在气缸作用下上升后与灌装阀密封,然后开阀机构在气缸的作用下打开开始灌装。当达到灌装设定液位后,灌装阀关阀机构关闭然后瓶子在气缸与下拉凸轮的作用下下降,灌装结束(防止后脱开时的喷料现象污染瓶口)。
封盖:灌装结束后,瓶子通过传输星轮进入旋盖机,旋盖机上的止旋刀卡住瓶颈部位,与旋盖机外瓶颈护板共同保持瓶子直立并防止旋转。旋盖头在旋盖机主轴带动下公转并自转,在凸轮作用下实现抓盖、套盖、旋盖、脱盖动作,完成整个封盖过程。
封盖头采用磁力恒扭矩装置,旋盖头通过分盖盘取盖时,顶盖套**住盖子,将盖子扶正,以保证盖子在旋盖模中位置正确,确保封盖质量。当旋盖完成后,旋盖头克服磁力打滑,不会损坏瓶盖,同时旋盖头上升时顶盖杆将盖子从旋盖模中**出。
封盖盘通过销轮与旋盖头传递动力,以保证其运动与旋盖机同步,瓶盖通过盖道进入分盖盘,然后瓶盖传递星轮将瓶盖按工位分开传送至旋盖头取盖处。

果蔬生产线设备:
水果提升机:用于水果清洗的低位提升以及拣果后输送至破碎工位的高位提升机。
洗果机:冲浪式、滚筒毛刷式清洗机:用于普通水果的清洗及初步挑选及胡萝卜等清洗程度要求高的瓜果的清洗。
破碎机:锤片式破碎机、鼠笼式破碎机用于果蔬的初破碎。
预热灭酶机:用于对经破碎的物料及时巴氏杀菌并灭酶护色,软化物料。
打浆机:用于对番茄、草莓、树莓、芒果、桃、杏、猕猴桃等浆果或预煮后的核果打浆取汁或取酱
榨汁机:螺旋榨汁机、带式榨汁机适用于苹果、梨、人生果等仁果类水果榨汁,出汁率高。
真空浓缩器:升膜、降膜式果汁浓缩锅系列、强制外循环式果酱浓缩设备系列。
套管式杀菌机:以蒸汽、热水、冷水作为传热介质,尤其适合中低黏度物料的杀菌。
无菌灌装机:自带无菌室,在和外界隔离的条件下利用机械手自动完成开盖、罐装、计量、关盖等过程。
就地清洗(CIP)部分
1、系统要求
配电:380V;
配蒸汽:需安装减压阀,压力为5;
配压缩空气:压力为8 Kg/c㎡,需安装减压阀,且无油无水;
供水:需自来水或纯净水;
1、清洗程序及技术要求
A冷管路及其设备的清洗程序
水冲洗3-5分钟;
1)用75-80℃热碱性洗涤剂循环10-15分钟(若选择NaOH,建议溶液浓度为0.8%-1.2%);
2)水洗3-5分钟;
3)建议每周用65-75℃的酸液循环一次(如深切试为0.8%-1.0%的硝酸溶液或2%磷酸);
4)用90-95℃热水消毒5分钟;
B热管路及其设备的清洗程序
a受热设备(如调配罐、定容罐等设备)的清洗
1)用水预冲洗5-8分钟;
2)用75-80℃热碱性洗涤循环15-20分钟(若选择NaOH,建议溶液浓度为0.8%-1.2%);
3)用水冲洗5-8分钟;
4)用65-75℃的酸液循环15-20分钟(如浓度为0.8%-1.0%的硝酸溶液或2%磷酸);
5)用水冲洗5分钟;
6)生产前90-95℃热水循环消毒15-20分钟;
C UHT系统的正常清洗程序
1)用水预冲洗15分钟;
2)用75-85℃热碱性洗涤剂循环30分钟(若选择NaOH,建议溶液浓度为1.2%-2.0%);
3)用水冲洗15分钟;
4)用75-85℃的酸液循环30分钟(如浓度为1.2%-2.0%的硝酸溶液);
5)用水冲洗15分钟;
饮料灌装机主要特点
1、本机结构紧凑,控制系统完善,操作方便,自动化程度高;
2、与物料接触的零件均采用不锈钢制造,无工艺死角,易清洗;
3、采用高精度、高速灌装阀,液位准确无液损,确保优良的灌装质量;
4、封盖头采用恒扭矩装置,以确保封盖质量;
5、采用的理盖系统,具有完善的喂盖技术及保护装置;
6、采用完善的CIP清洗系统,确保整机灌装系统清洁,以满足热灌装工艺要求;
7、设有完善的过载保护装置,能有效保护机器设备及操作者;
8、控制系统具有物料温度自动、缺盖检测、卡瓶自停及产量计数等功能;
9、洗瓶系统采用喷雾喷嘴,可清洗到瓶内每一处;
10、主机采用变频调速,可方便地进行生产能力的适当调整;
11、主要电器元件、电控阀门、变频器等均采用进口元件,以确保整机的性能;
12、气路系统所有元器件均采用产品;
13、整机操作采用的触摸屏控制,可实现人机对话。
http://yinliaojixie.cn.b2b168.com