包装方式塑料瓶、易拉罐、玻璃瓶、屋顶包、利乐包
杀菌方式巴氏杀菌/高温杀菌
标签套标/贴标
包装纸箱/膜包装
材质340不锈钢/316不锈钢
原料原果/原浆/浓缩汁
重量12吨
蒸汽用量1-3吨/小时
自动化程度全自动
尺寸3500mm
一、工艺流程图
原料选择→清洗→打浆→榨汁→粗滤→调配→均质→加热→装罐→密封→灭菌→冷却。
二、操作要点
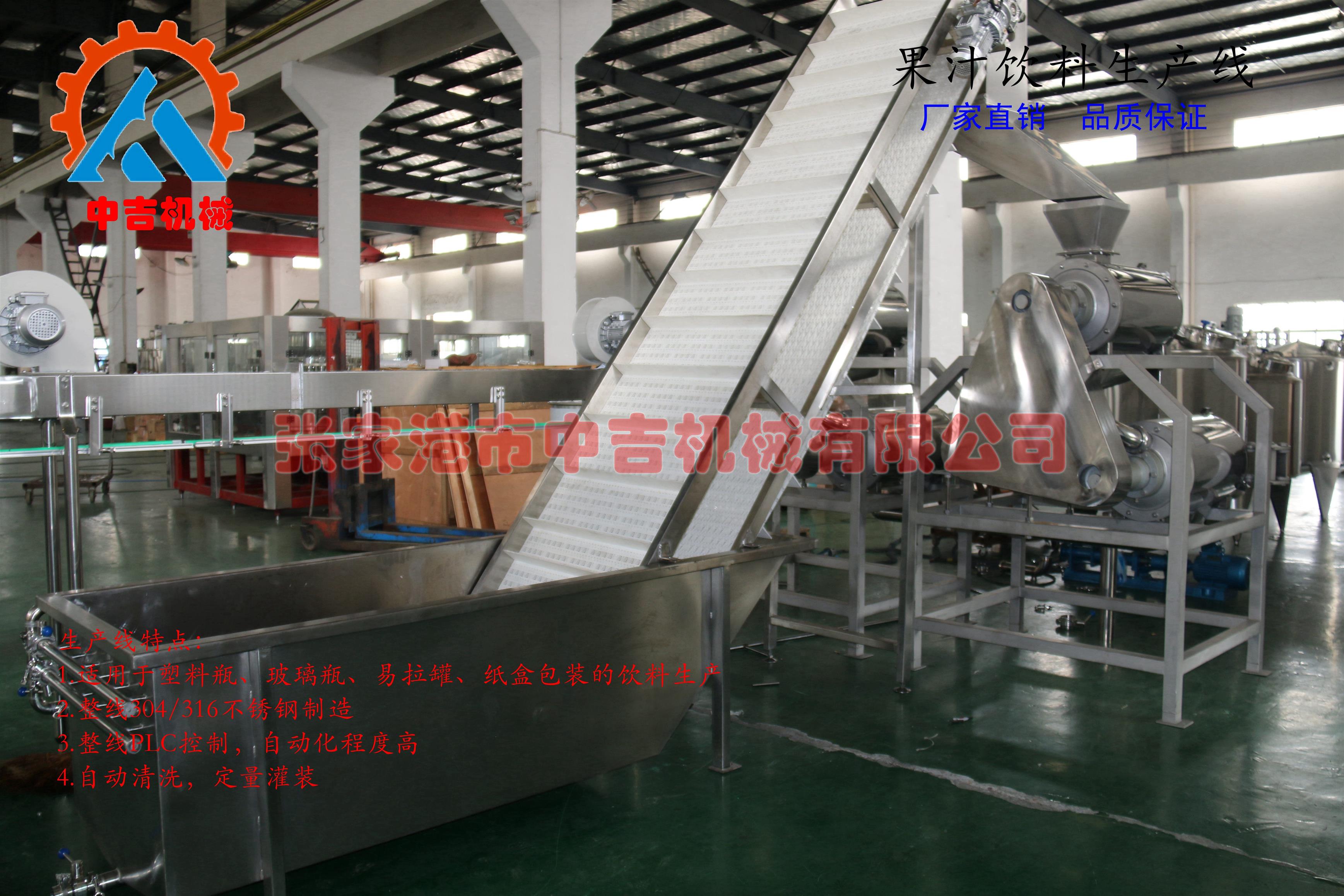
(1)原料选择。制汁原料应选用成熟度较高的软果实,剔除发酵变质及未熟果实。
(2)清洗。原料榨汁前的洗涤是减少污染的重要措施,带皮榨汁时更应注意。因此,必须用流动水洗净果皮上的泥沙和杂质。必要时用溶液漂洗后,再用清水淋洗。
(3)打浆。用打浆机打浆去皮,果浆用布包裹榨取果汁,出汁率可达70%以上。或者将洗净后的果实倒入压榨机内榨汁,再经刮板过滤器滤去果皮、果籽及部分粗纤维。
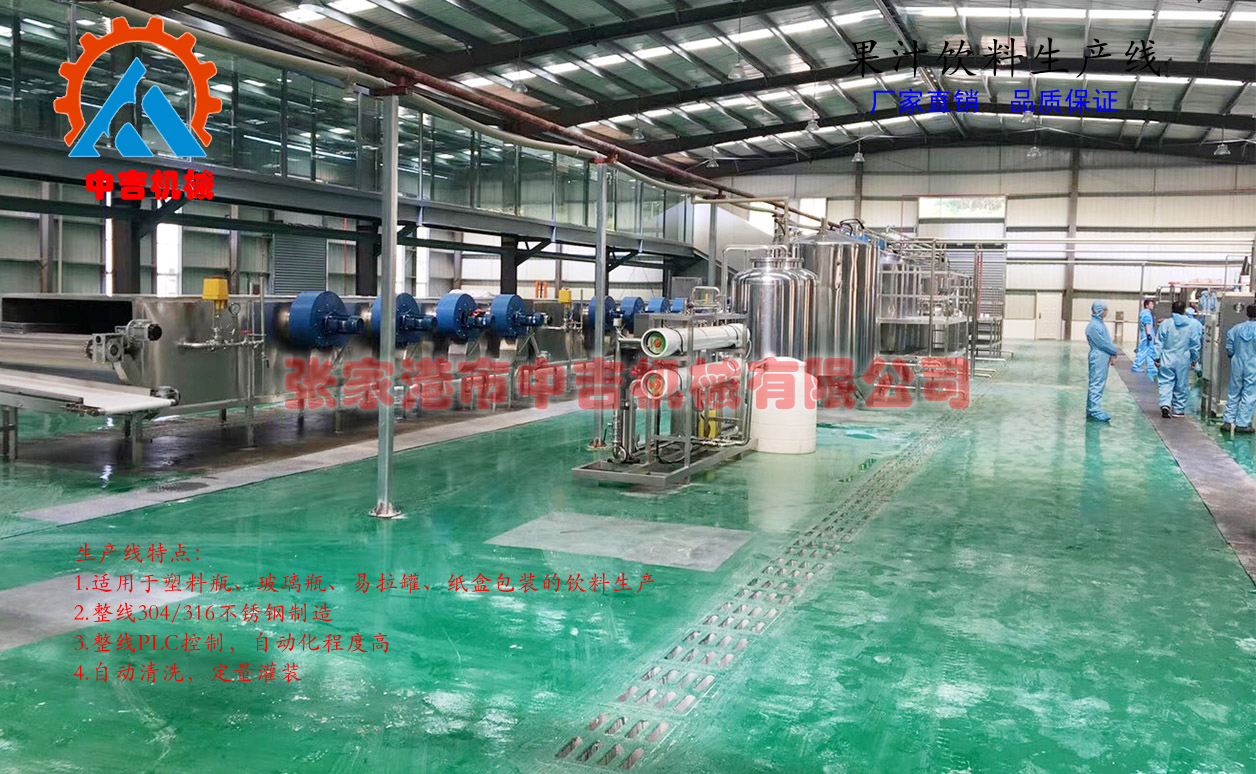
(4)调配。粗滤后的果汁先加水稀释至折光度为4%。然后按照9O千克果汁加1O千克白砂糖的比例调配,不断搅拌,使糖完全溶化。
(5)过滤。调配好的果汁,经离心过滤机过滤、分离,除去余的果皮、果籽、部分纤维、碎果肉块和杂质。
(6)均质。过滤后的汁液经均质机均质,可使细小果肉进一步破碎,保持果汁的均匀混浊状态。均质机压力为10~12兆帕。
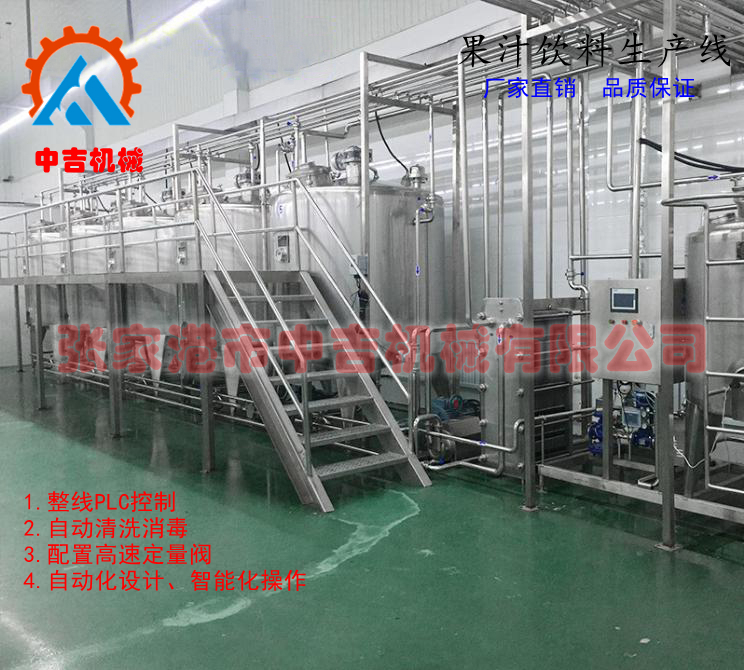
(7)装罐。将果汁加热,在汁温不低于80℃条件下装罐并迅速封口。
(8)灭菌冷却。封口后迅速灭菌,灭菌式为5’一1O’/1OO℃,尔后快速冷却至40℃以下。
果味型饮料生产线中,利用浓缩果粉进行配料、过滤、均质、脱气、杀菌后进行灌装。
干果型果汁饮料生产线中,通过加温浸取的方式得到果汁,比如枸杞等,后续调配、灌装工艺和其余果汁饮料生产线差不多。特别在鲜果汁饮料生产线中,杀菌温度及时间的控制,对成品饮料营养成分的保留及口感影响很大。
果汁饮料生产设备中,选用三合一热灌装机对瓶子进行冲洗、灌装、封盖。物料温度保持在85℃下进行热灌装,保证无菌,封盖、灯检后立刻倒瓶对瓶盖进行杀菌,接着进入喷淋冷却设备降到常温,限度的保证果汁饮料的营养成分及口感。
不同种类的果汁饮料生产线,鲜果处理工艺有所不同,但后期的配料、杀菌、灌装、包装系统基本差不多。

果汁饮料生产线(澄清汁)——饮料灌装及包装设备
①吹瓶机②上瓶平台(量大可用全自动理瓶机)③饮料灌装机(包括上盖机、理盖器、瓶盖消毒柜,产量大可用在线式瓶盖消毒柜)④灯检设备⑤吹干机:将瓶身吹干,便于后面的套标⑥套标机(根据瓶型,也可用贴标机)⑥喷码机:注册生产日期⑦全自动膜包机:果汁饮料包装。
三合一饮料灌装机生产流程:瓶子由风送道通过拨瓶星轮传送至三合一机的台消毒液冲瓶机上。冲瓶机回转盘上的冲瓶夹夹住瓶口沿一导轨翻转180°,使瓶口向下。在冲瓶机特定区域,瓶夹上喷嘴喷出消毒液,对瓶子内壁进行消毒,既而再进入*二台消毒液冲瓶机进行消毒;瓶子经消毒后进入无菌水冲瓶机进行冲洗。瓶子经过消毒、冲洗、沥干后在瓶夹夹持下沿导轨再翻转180°,使瓶口向上。洗净后的瓶子通过拨瓶星轮由冲瓶机导出并传送至灌装机。进入灌装机的瓶子由瓶颈托板卡住瓶口保持。瓶子通过升降机构在凸轮作用下实现上升与下降。瓶子上升**开灌装阀后完成灌装过程,灌装机采用与UHT直连的压力灌装方式。灌装结束后,瓶子通过卡瓶颈过渡拨轮进入旋盖机。旋盖机上的止旋刀卡住瓶颈部位,保持瓶子直立并防止旋转。旋盖头在旋盖机上保持公转并自转,在凸轮作用下实现抓盖、套盖、旋盖、脱盖动作,完成整个封盖过程。成品瓶通过出瓶拨轮从旋盖机传送到出瓶输送链上,由输送链传送出三合一机进入下道工序。整机设备采用封窗封闭,进、出瓶处留有适当的通道,封窗底部留有排风槽,集中回风至空气净化系统。
果汁饮料杀菌好后,通过管道跟灌装连接可现实自动灌装机,玻璃瓶一类的瓶子在使用前,采用夹瓶式的方式带瓶子,瓶子被夹住进行360°冲洗,瓶子被牢牢的夹住,喷头对瓶内进行高压的冲洗,内部的灰尘等污染物清洗干净,玻璃瓶的材质比较硬,瓶子灌装时的提升采用托底的方式进行,灌装温度一般是在85-95°之间,这样的灌装属于高温灌装,灌装机采用耐高温液缸,阀门管件均是根据客户的要求进行定做,很多果汁饮料具有一定的粘稠型,采用普通设备灌装速度比较慢,微负压的灌装方式跟回流系统进行生产,可将在灌装时多余的液体返回液缸中,到时可重新灌装,旋盖有盖和铝制盖进行定制。
玻璃瓶装设备组成:是包括水处理系统、原果处理系统、调配系统、、洗瓶机、瓶预热机、UHT**高温灭菌机、输盖灭菌机、灌装压盖机、倒瓶杀菌机、冷瓶机、贴标机、喷码机、装箱机、码垛机、缠绕机、实瓶输瓶系统、输箱系统、电气控制系统等在内的一整套灌装包装生产线。可选设备:如果r是新瓶,可选全自动卸瓶垛机等。生产能力:我公司已经形成了完整的系列化产品线,可供应能力从2,000瓶/小时,到36,000瓶/小时(以250ml玻璃瓶计算)
http://yinliaojixie.cn.b2b168.com