产量1吨/小时-30吨/小时
材质304/316不锈钢
包装容器塑料瓶、易拉罐、玻璃瓶、屋顶盒、利乐包、袋装
标签套标/贴标/热熔胶
包装纸箱/膜包装
杀菌方式巴氏杀菌/UHT高温杀菌
灌装方式定量灌装
原料原果/原浆/浓缩液
清洗方式CIP/SIP
灌装精度±3%
果汁工艺清汁/浊汁/含果肉颗粒饮料
较终产品NFC/调配果汁/原浆/浓缩汁
小瓶果汁饮料生产线分为两种类型:
1、在原料产地加工浓缩果汁,将其以工业原料的形式运销(出口或内销);然后饮料加工企业(购买)使用浓缩果汁,经兑水稀释、调配、杀菌、包装成消费者产品。这是现代果汁加工业的模式。
2、在原料产地加工原果汁,同时直接使用原果汁,经兑水稀释、调配、杀菌、包装成消费者产品。这是传统果汁加工业的模式,销售区域局限于产地附近。
瓶装饮料生产线|全自动饮料生产线设备技术参数及标准
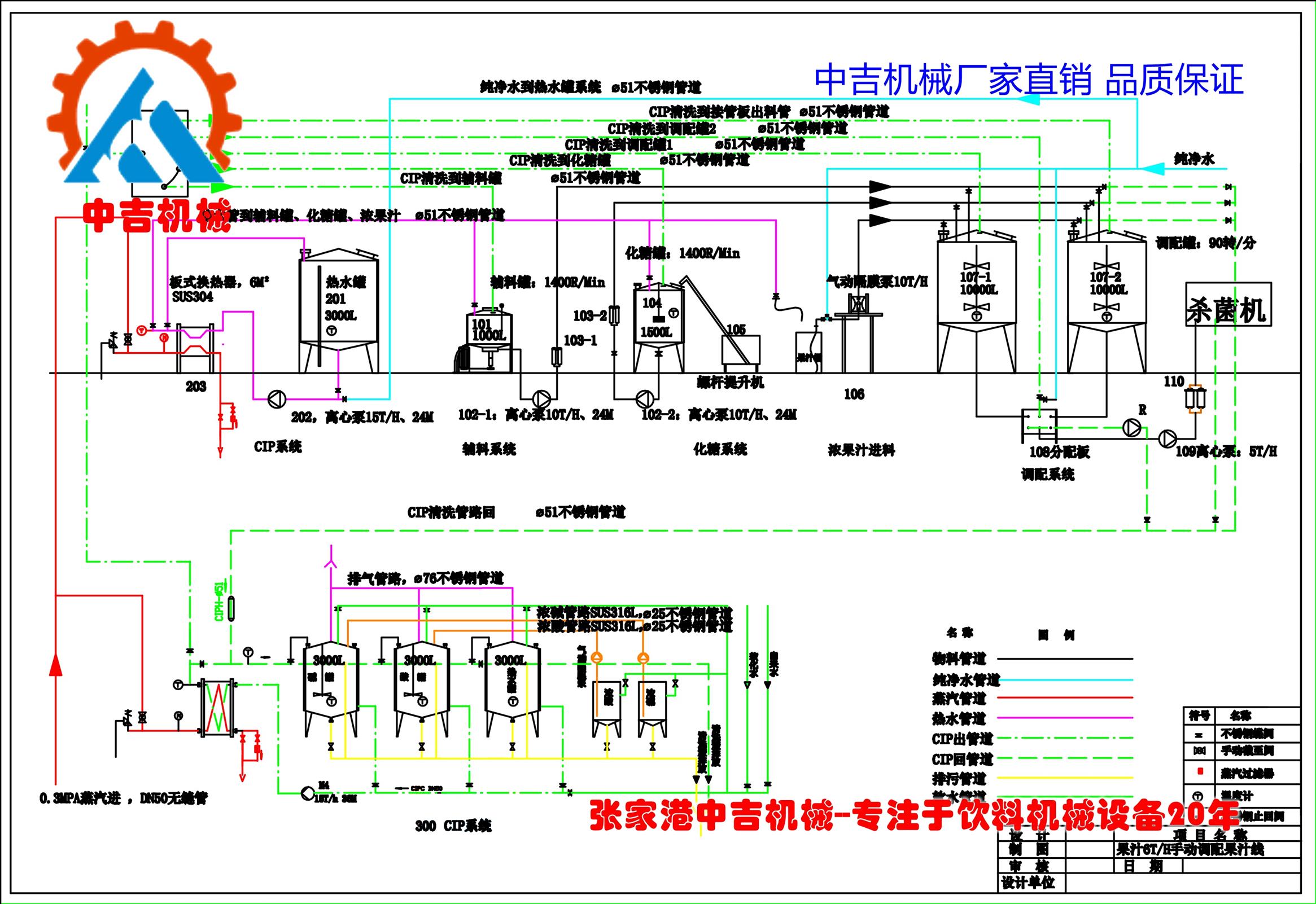
(二)、**高温灭菌调配杀菌工序
1、处理能力为5T/H;
2、调配时计量误差不得**过1%;
3、溶糖时温度为75℃,且充分搅拌;
4、溶胶时应用5倍于胶量的糖与之干混后在70℃——75℃的温度下充分溶解;
5、果蔬饮料杀菌方式可为125℃/4S;
6、定容结束后,进行抽检,理化指标须符合配方要求,杀菌结束后,进行抽检其微生物指标须符合工艺要求;
7、均质温度为65—70℃,压力为20MPa;
8、杀菌后的出料温度为根据产品不同调节;
9、每班结束后应进行清洗一次,杀菌机的清洗应按热管道程序进行清洗;
10、加酸时应先将酸配成10-20%的溶液,且边搅拌边缓慢加入;

塑料瓶果汁饮料生产线中塑料瓶是通过吹瓶机机吹出来的。吹瓶机采用外框金属材质,具有自动上胚、加热、合模、吹瓶等一系列的功能。全自动吹瓶机具有多种瓶子的切换性,只需要更换模具时,就可将多瓶子的切换。全自动吹瓶产量可从2000、4000、6000、9000瓶/小时多种产量可供选择,匹配的配置:一出二、一出四、一出六、全伺服高速一出六等多种机型。吹瓶机控制采用一键触摸控制,内部结构有变频器、PLC控制器、继电开光、空气开关等元器件组成。

果汁饮料操作要点说明
1.红树莓汁制取
①选果:选择成熟度较高的红树莓果,去除花托、病虫果及叶子等杂物。
②浸提:加糖10%,搅拌溶解,加热至65~70℃,保持20分钟。
③酶解:加入纤维素分解酶,用量0.05%,温度45℃,在酶促反应罐内反应2~3小时。
④榨汁:采用裹包式榨汁机榨汁,次榨汁后的渣加适量水再榨1次。两次汁合并入贮罐。
⑤过滤:鲜果汁粗滤,滤布孔径100~120目。
⑥离心分离:用离心机进一步分离出果肉浆渣,果汁人贮罐。
2,山楂汁制取
①选果:选择成熟度一致、色泽红色的新鲜山楂果,去除杂质、病虫霉烂果。
②清洗:用流动水清洗,必要时加清洗剂,后根据水选原理获得成熟且质量一致的果实。
③果实处理:果实去除柄萼,冲净杂物后破碎为两瓣即可,以提高出汁率。
④软化:按山楂果重加1倍的水,加热至85~95C保持2~3小时。
⑤榨汁:用裹包式榨汁机进行榨汁。果渣加山楂原重的水加热至80℃以上,浸提30分钟,再榨汁1次,得二次汁;如此制得三次汁,将汁合并。
⑥过滤:采用纱网过滤机,滤布孔径120目。
⑦离心分离:用离心分离机分离出果肉浆和果肉汁,入贮罐。
3.复合汁饮料制作
①均质:温度40℃以上,压力15~20兆帕。
②脱气:真空脱气法,温度45℃,真空度0.088兆帕。
③灭菌:用板式换热器,介质为蒸汽或热水,迅速加热至90~95℃,保持1分钟。
④灌装:灭菌后的果汁通过板式换热器冷却至80℃以上,装入已消毒预热的瓶中,封盖后倒置10分钟。
红树莓山楂果汁饮料生产线主要原辅料
红树莓原汁15%,山楂原汁10%,白砂糖12%,柠檬酸、苹果酸各适量。
红树莓山楂果汁饮料生产线主要设备
榨汁机、压滤机、离心机、均质机、真空脱气机、调配缸、灌装机、封盖机、杀菌机。
饮料生产线|全自动瓶装饮料生产线是全封闭组合式三位一体高温灌装机组,生产能力4000瓶/小时-24000瓶/小时。生产线全线PLC控制,人机界面,变频调速,设有灌装温控系统和CIP自位清洗系统,低真空灌装方式,能够完全满足各种果汁和茶饮料的技术要求。
http://yinliaojixie.cn.b2b168.com