产量1吨-20吨/小时
主要材质304/316不锈钢
包装容器塑料瓶/易拉罐/玻璃瓶/利乐包/屋顶盒/玻璃瓶
标签套标/贴标/热熔胶
包装纸箱包装/膜包装
杀菌方式高温杀菌/巴氏杀菌
生产线功率160-280kw
原料水果/浓缩汁/果浆/果粉
二次杀菌方式巴氏杀菌/杀菌釜杀菌
灌装方式高温灌装/中温灌装/无菌灌装
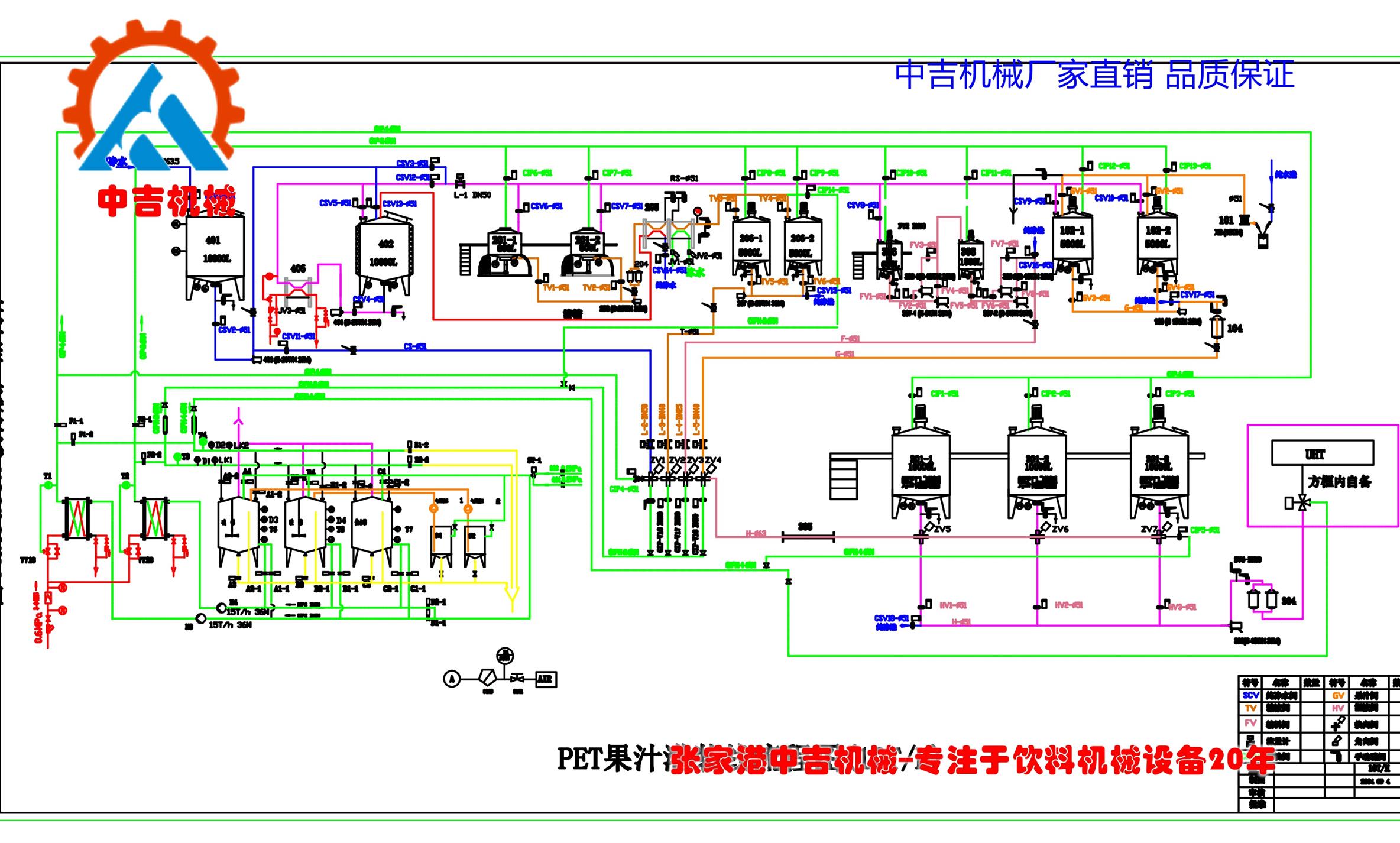
全自动橙汁饮料生产线流程:鲜橙→橙子清洗→橙子分类→橙子切半去皮榨汁→橙汁过滤→橙汁调配过滤→橙汁脱气→橙汁均质→橙汁杀菌→橙汁饮料灌装机→巴氏喷淋冷却→贴标→喷码→装箱→封箱→入库
本公司制造自动橙汁饮料生产线设备。可用于PET瓶包装、玻璃瓶包装、纸盒利乐包包装、屋顶盒包装等。根据经验,橙汁饮料的加工类型主要分如下几种:
1、原料为橙子,加工成混浊汁,如果粒橙,在饮料内部带有小果粒。
2、原料为橙子,加工成清汁,饮料为透明状。
3、原料为橙子,加工成橙汁浓缩液,用于调配,可以称之为调配型饮料。目前市面上调配饮料居多。
我公司生产的果汁饮料生产线所制造出来的果汁饮料是指从新鲜水果榨汁而成的一种饮料,或者是采用果汁浓缩汁调配后的饮料。各种不同水果的果汁含有不同的维生素等营养。各种常见果汁:苹果汁、葡萄柚汁、奇异果汁、芒果汁、菠萝汁、西瓜汁、葡萄汁、蔓越莓汁、橙汁、椰子汁、柠檬汁、哈密瓜汁、草莓汁、木瓜汁。
果汁饮料生产加工设备介绍说明步骤:
1、原料清洗:原料清洗中为了预防有农药残留,原果需浸入含有洗涤剂的水中过一遍,再用水喷洗。洗涤后再检验一次果实,将病虫害果、未成熟果、枯果、受伤果剔除。
2、提取果汁:水果皮含有精油、芋萜、萜品类物质而产生萜品臭。果皮、内果皮和种子中存在大量的以柚皮苷为代表的黄酮类化合物和以柠碱为代表的柠烯类化合物,加热后,这些化合物由不溶性变为可溶性,使果汁变苦。榨汁时为避免这些物质进入果汁,应采取逐个锥汁法。
3、过滤:鲜榨出来的果汁含有悬浮物,易使果汁变质损坏,所以要进行过滤。过滤方法根据对果汁的生产要求选择压力过滤或真空过滤。
4、化糖调配:为使果汁更符合大众口味,一般需要适当调整橙汁中的糖酸比例,加糖比例一般按13:1或15:1为宜。
5、脱气、去油:果汁饮料生产线中的脱氧、去油的作用是去掉果汁饮料中的氧、氮气、二氧化碳等气体,使橙汁中的VC不受破坏,在加热时保留橙汁的香气和色泽。
6、巴氏杀菌:橙汁的巴氏杀菌能消灭菌和把能引起化学变化的酶类钝化。橙汁杀菌一般采用93℃±2℃保持15~30s;情况可用120℃以上3~10s的瞬间杀菌法。
7、均质:果汁饮料生产线中的均质一般选用高压均质机或胶体磨设备,使橙汁中的悬浮颗粒经过高压状态破碎,分裂成更细小的颗粒,促进果胶渗出,使果胶和果汁均匀稳定地分散于果汁中,从而获得有一定混浊度但不会分离和沉淀的果汁。
8、果汁饮料灌装机:经杀菌的果汁饮料(保持温度约85℃)用卫生泵输送到饮料灌装机中,我公司生产线饮料灌装机是集洗瓶、灌装、旋盖为一体的自动化设备。灌装阀采用微负压灌装原理,灌装液位准确。
9、二次杀菌:果汁饮料生产线中的二次杀菌采用倒瓶杀菌和巴氏喷淋杀菌,这些杀菌机都是对外包装杀菌。
10、贴标:在果汁饮料生产线中通常采用套标机和贴标机来达到贴标的目的。
11、包装:果汁饮料生产线中的包装一般采用膜包装或者纸箱包装,对于低产量的设备可以用人工装箱

小瓶果汁饮料生产设备|果汁饮料灌装设备生产果汁饮料,瓶子材质分为塑料瓶、玻璃瓶、易拉罐、屋顶盒包装等。塑料瓶必须是能够耐高温的,需要高温吹瓶,能够耐高温85度左右。纯净水内部不含有任何物质,勾兑饮料口感更好一点,源水可取自地下水、湖泊水、自来水等。果汁饮料的杀菌分灌装前杀菌和灌装后二次杀菌,根据果汁饮料的性质,如酸性、碱性等,来确定具体杀菌工艺,制作果汁饮料主要考虑的是口感、颜色、以及保质期。
小瓶果汁饮料生产设备|果汁饮料灌装设备市面上有芒果汁饮料、苹果汁饮料、猕猴桃汁饮料、黄桃汁饮料、荔枝饮料等等,从鲜果开始做起,工程量就大了,需要根据水果的类型来确定取汁的方式,分为打浆、破碎榨汁、或浸提工艺等等。不像生产矿泉水,水质处理达到国家标准后,即可灌装封口,打包装。根据工艺来选购果汁饮料前处理设备,也可先将水果榨汁、杀菌后,直接采用无菌大桶灌装,作为生产果汁饮料的原浆,可保存1-2年。
小瓶果汁饮料生产设备|果汁饮料灌装设备的配料杀菌线,化糖锅、配料罐、保温罐需要做成3层隔热保温罐,蒸汽锅炉提供蒸汽,节省耗电成本,降低热量的损失,避免工作人员。合理选型高压均质机,普遍压力在25mpa,高压剪切果汁物料,进一步细化果汁饮料,以免产生沉淀,导致分层现象。果汁中含有颗粒、粘性物料可选用**高温管式杀菌机,机型根据杀菌时间而定。
小瓶果汁饮料生产设备|果汁饮料灌装设备中重要的设备是果汁饮料灌装机,又称为三合一灌装机,三合一热灌装可保证果汁饮料在85度进行灌装,在此温度环境下,果汁饮料不会滋生,在封口前,利用喷嘴将瓶口冲洗干净,以免瓶口滋生。冲洗、热灌装、封口完成后,进入到后端工艺,倒瓶杀菌,巴氏喷淋杀菌冷却、吹干瓶身、喷码、贴标、纸箱包装。整线按照全自动化进行配置,瀑布式的自动上盖机无反盖现象,*理盖器,可配置在线隧道式盖子消毒、清洗、吹干系统。
小瓶果汁饮料生产设备|果汁饮料灌装设备,果汁尽可能的处于低温状态,长时间高温状态会影响口感,营养成分流失,饮料的颜色也难以控制。现在市面上还有更无菌冷灌装、中温灌装等,对生产环境要求较其严格,不过设备投资资金很大,采用冷灌装后,瓶子克重数可有所降低,降低瓶子的成本。

全自动果汁饮料生产线工艺介绍解析:调配后的果汁饮料调配杀菌完毕后可以进行灌装。以PET瓶为例,在进行灌装前,瓶子在运输运输或者生产过程中可能收到污染,所以在果汁灌装前,先对使用过滤水先对瓶内进行冲洗,冲洗时可将污染水滴干,滴干后一圈的冲洗完毕,果汁饮料为了提高生产卫生要求,常常以热灌装的方式进行灌装,也是常温说的高温灌装,采用抽真空的方式进行生产,灌装速度快,比传统设备产量更高。旋盖采用恒力磁力旋钮,即可实现在封口好的时候,不伤瓶口。
全自动果汁饮料生产线工艺介绍解析包装,包装以套标的方式为例,套标对于产量不高的情况下,可使用人工套标的方式,客户要求自动化程度比较高时,也可配置全自动套标机进行自动套标的任务,从长远的考虑来讲,使用全自动套标更加划算,自动套标机跟全自动蒸汽的收缩炉一同使用,做出来的外包装是成型的。
饮料生产线工艺流程操作点介绍:
1、采用自动清洗机漂洗以去除芦荟叶表面的泥土、灰尘、微生物等。用含盐2%的食盐水溶液浸泡原料10-20min可清除其上的病菌、虫卵和残留的农药。
2、人工去除芦荟叶的上下表皮。此表皮含有大量苦味素等(芦荟宁、芦荟苦素等)
3、预热然后将原料放入开水锅中汽蒸3min,以清除90%的残留农药,杀死微生物,破坏氧化酶的活性,去除组织中的部分气体,使其保持原有的色泽和维生素。汽蒸前加入0.01%的维生素C,有利于风味物质的渗出。然后将它立即投入冷水冷却,避免残留的余热使其可溶性物质变化,色泽变暗及微生物繁殖。
4、打浆:将冷却过的原料倒入打浆机、加水适量(淹没芦荟为宜),打浆,然后可用胶体磨磨细。经研磨后,叶肉组织结构完全破坏,果胶、糖分、、挥发油、脂肪等**物质充分析出,形成质地均一、细腻的芦荟浆。这种研磨,还有利于提高饮料的稳定性。因为饮料的稳定性与粒子半径的平方成正比,粒子越大,则越易沉降分离。
5、酶解:在芦荟浆液中添加0.013%的精制果胶酶,在45-50 ℃水浴中处理1h,可得到组织细腻、体态均匀一致的芦荟浆料。
6、过滤①将芦荟浆液过滤:用板框过滤机或硅藻土过滤浆液,再澄清。②蔗糖过滤:生产中使用的蔗糖必须经过处理,白糖中存在少量淀粉、蛋白质、多糖类物质会导致果蔬饮料产生沉淀,使用硅藻土、活性炭混合后提纯糖浆。
7、混合调配:用煮开的水分别溶解蔗糖、蜂蜜、海藻酸钠、CMC等稳定剂(磨细);用煮开放冷的水溶解柠檬酸,在按一定顺序均匀加入澄清液,制成半成品料液。
8、水处理:使用的水必须达到纯净水的标准。需要用预处理、钠离子软化、RO反渗透、紫外线杀菌。
9、过滤、均质半成品经硅藻:土过滤机和双桶过滤器精滤后,除去了其中各种肉眼看不见的固体杂质。然后入板式换热器.加热至60-70℃再进入均质机,均质2次,*- -次压力为20MPa,*2次压力为25MPa。两次均质时间各为5min。
10、脱气料液中本身含有氧,同时,加工过程中不断与空气接触,引起空气的二次混入。为除去料液中的氧和空气,防止或减轻**色素(很不稳定)、VC及香味的氧化降解,料液也需脱气,脱气压力一般为0.05MPa。
11、灭菌、 灌装、封盖:脱气后立即以30s/135℃瞬时灭菌,当料液的温度降至92-95℃时,可迅速灌装和封盖(此时饮瓶及盖已洗净、灭菌)
12、喷淋、喷码、贴标封盖的瓶装饮品进入杀菌机,95℃杀菌30min,以充分保证该饮品商业无菌,然后喷码,贴标、装箱至成品。
果汁饮料灌装机维护和保养
1、果汁饮料灌装生产线在通电源之前必须先插入感应航空插头,并锁紧螺丝
2、使用单相三线制电源线,为使操作者安全,务必使用单相三线制电源插座,工作场所地面必须干燥,以保持绝缘。
3、工作过程中应经常触摸感应头表面,检查是否过热,如发现烫手应停止加热,待冷却后再工作(冷却可以不关电源)
4、内有高压,底板带电,严禁私自维修,以免人身触电
5、设备运输、贮存、使用时不能撞击、重压、受潮
http://yinliaojixie.cn.b2b168.com












