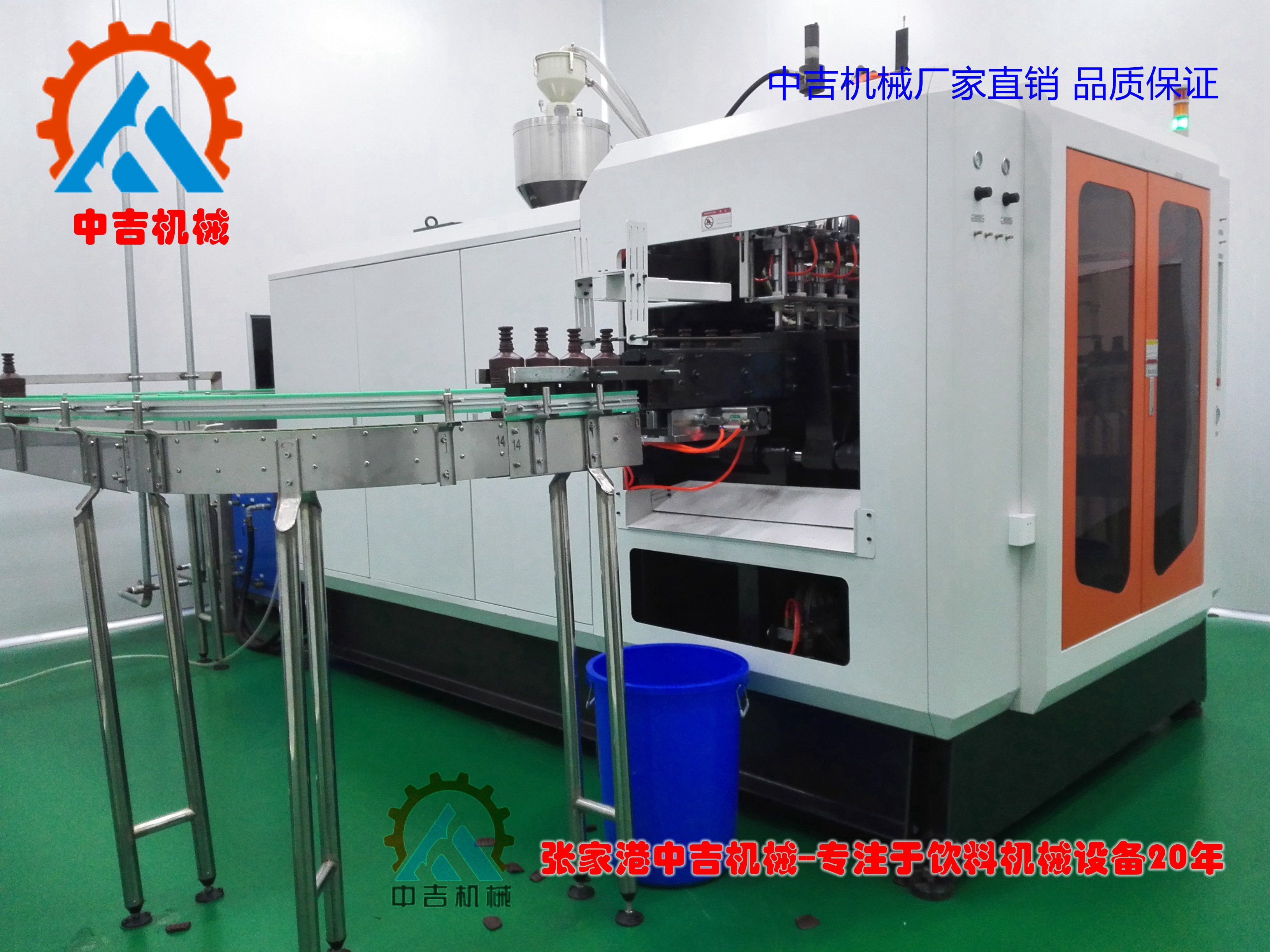
塑料瓶饮料生产线-玻璃瓶小型果汁饮料灌装封口机
发货地址:江苏省苏州张家港市
产品数量:20.00个
价格:面议
产量2000瓶小时-36000瓶/小时
材质304/316不锈钢
包装容器塑料瓶、玻璃瓶、屋顶盒、易拉罐 、利乐包
标签方式不干胶,套标,热熔胶
包装方式纸箱,塑料瓶膜包装
灌装方式高温灌装/中温灌装/无菌灌装
灌装压力常压/负压
灌装精度±3%
清洗方式CIP/SIP
饮料关键字适用于灌装生产各种不同容量的果汁饮料,如葡萄汁饮料、芒果汁饮料、黄桃汁饮料、猕猴桃汁饮料、沙棘汁饮料等等。市面**行的是原果汁饮料,不添加任何防腐剂等。外包装容器材质分为玻璃瓶、PET耐高温塑料瓶、易拉罐等。全自动果汁饮料生产线是从鲜果榨汁开始做起的,制定一系列的果汁饮料生产工艺,根据水果类型确定取汁的方式,可破碎榨汁、双道打浆,清汁需要酶解澄清过滤,浑浊汁直接进行调配,添加纯净水、香精,调整好果汁饮料的甜度和酸度,高温配料过滤后,经过高压均质、真空脱气、杀菌,再进行热灌装、封口。
玻璃瓶果汁饮料灌装机与塑料瓶装的果汁灌装机外观大致相同,功能也相同,都包括冲洗、热灌装、封盖功能。只是传递方式有所不同,玻璃瓶是拖瓶底传递,塑料瓶是夹瓶口传递。玻璃瓶的冲洗需要采用热水冲洗,避免热灌装时爆瓶。主要还要看当地气候温度,特别是冬天,温度很低的时候,必须用温水预冲洗,所用冲洗水为成品纯净水。玻璃瓶采用的热灌装也是带一点微负压的结构,瓶口与灌装阀下面的密封垫圈紧密接触,并**开灌装阀口时,85度左右的果汁饮料会随着自身的重力自流到瓶子内部,同时灌装阀上的真空回流管道也在抽气,使瓶内排气更快一点,这样也会加快灌装的速度。所谓的热灌装,果汁灌装机本身是不带加热功能的,只是在物料液缸中安装有温控检测器,比如设定一个温度值85度,只要液缸中的物料温度一直处于85度,则正常运行,一旦检测到物料温度低于85度,果汁三合一灌装机将立即停止工作,液缸中所有的果汁物料将会通过真空回流罐,被抽吸到回流灌装中,再送料到杀菌机中再次杀菌,再灌装,这样的目的就是保证果汁饮料在85度环境下进行灌装,避免滋生,影响饮料保质期。玻璃瓶果汁饮料的盖子,现在普遍采用三旋盖、四旋盖等,采用普通的旋盖方式会出现一定的问题,如果带盖带不到位,会出现拧不紧、拧不上、拧爆瓶口的现象,不过在不断设计改造中慢慢解决了。我们在带盖后,设计有反搓盖装置,相当于反方向转一下盖子,使盖子落入正确螺旋口位置,再进入旋盖机构是就可以成功拧盖了。

果汁饮料的调配线相对原果处理要简单一点,主要配置化糖锅、配料罐、双联过滤器、均质机、真空脱气机、UHT杀菌机、保温罐。设备之间的管道和CIP全自动清洗管道在出厂前都会根据图纸提前规划好,到现场后再进行焊接作业。全自动CIP管道清洗设备在每天生产完成后自行工作,清洗所有与物料接触的部分,有碱罐、酸罐、清水罐,根据当地气候温度以及果汁物料的类型,设计清洗工艺流程,一键启动,自动将每一个要清洗的设备都清洗干净。包括与果汁饮料接触的灌装机液缸和灌装阀等,都是需要清洗干净的,以便滋生,影响次日的生产。

成品果汁物料的杀菌也尤为重要,一般采用管式或板式进行杀菌,前者UHT**高温管式杀菌对物料的兼容性好一点,但设备成本高一点,无论粘稠性的、还是带颗粒的果汁饮料都可以进行杀菌,而且管道清洗也非常的方便,清洗无死角。杀菌温度可达 120-135度左右,设备大小可根据杀菌时间而定制。果汁中氧气的存在很容易导致褐变,所以果汁饮料在高压均质后,杀菌之前需要进行脱气,预防果汁饮料色泽和风味的变化,也可避免果汁中的微小颗粒吸附空气悬浮在果汁饮料的表面,防止灌装时出现泡沫。

果汁饮料灌装后,瓶子螺旋口部位会残留果汁饮料,不冲洗干净封口后会滋生。所以在封口前设计有纯净水喷洗装置,喷洗干净瓶口。封口后还需要配置一系列的灌装包装生产线设备,有倒瓶杀菌机、巴氏喷淋杀菌冷却设备、吹干机、喷码机、贴标机、纸箱包装机。CIP全自动清洗设备分为碱罐、酸罐、纯水罐,每个与果汁饮料接触的设备都安装有CIP清洗接口,加热后的碱液和酸液不断的在这些设备和管道中打循环,再配合纯水将每一部分清洗干净。
果汁饮料封口后还需要倒瓶杀菌和喷淋杀菌冷却,这也叫二次杀菌,倒瓶主要利用果汁饮料的温度对瓶盖内部进行杀菌。喷淋杀菌也称之为巴氏杀菌,然后立即将温度降下来,果汁物料长期处于高温状态会使内部影响成分缺失,影响口感以及颜色。二次杀菌冷却后,先是采用吹干机将瓶子表面吹干,在瓶身或瓶盖上喷印当前生产日期。瓶身贴上不干胶标签,或套标。包装段可采用PE热收缩膜包装和纸箱包装,12瓶/包、24瓶/包。
http://yinliaojixie.cn.b2b168.com