产量1吨-20吨/小时
主要材质304/316不锈钢
包装容器塑料瓶/易拉罐/玻璃瓶/利乐包/屋顶盒/玻璃瓶
标签套标/贴标/热熔胶
包装纸箱包装/膜包装
杀菌方式高温杀菌/巴氏杀菌
生产线功率160-280kw
原料水果/浓缩汁/果浆/果粉
二次杀菌方式巴氏杀菌/杀菌釜杀菌
灌装方式高温灌装/中温灌装/无菌灌装
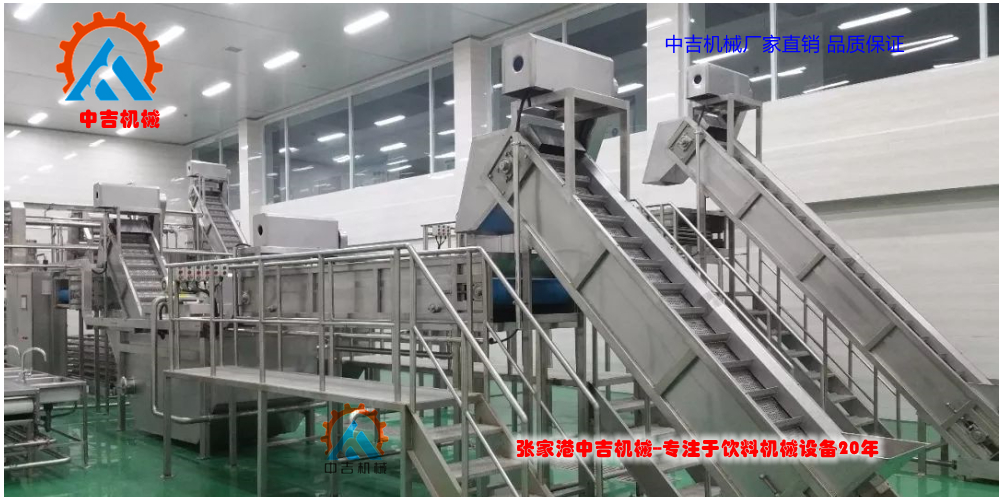
果汁饮料生产线设备的一般工艺介绍:原料选择→水果清洗→水果破碎打浆→榨汁→粗滤→果汁饮料调配→均质→杀菌→饮料灌装机→倒瓶杀菌机→巴氏喷淋杀菌机→套标机→喷码机→包装机
此处的果汁饮料生产线介绍的是以PET塑料瓶包装的果汁饮料生产线设备为例,如需易拉罐、玻璃瓶、屋顶盒、利乐包、无菌袋包装介绍,可联系我
本公司制造全自动芒果饮料生产线设备。可用于PET瓶包装、玻璃瓶包装、纸盒利乐包包装、屋顶盒包装等。根据经验,橙汁饮料的加工类型主要分如下几种:
1、原料为芒果,加工成混浊汁,如果粒橙,在饮料内部带有小果粒。
2、原料为芒果,加工成清汁,饮料为透明状。
3、原料为芒果,加工成橙汁浓缩液,用于调配,可以称之为调配型饮料。目前市面上调配饮料居多。
全自动芒果汁饮料生产线工艺操作点介绍:
1、芒果的处理:将芒果洗净、削皮、去核后,切块用榨汁机搅碎,用消毒纱布或直接用榨汁机过滤后取汁,倒入烧杯,放入冰箱待用。
2、奶粉的处理:将称量好的全脂奶粉用约200mL、45-50℃左右的温水保温搅拌10分钟使充分溶解,。
3、溶胶:将称量好的山梨酸钾、白砂糖、乳化剂和稳定剂(黄原胶)干混合均匀后,加入约200mL、70-80℃的纯净水中,剪切15-20分钟使胶体溶解成透明的胶液。
4、定容:将料液定容至500mL,然后搅拌均匀。
5、均质:将定容的料液加热升温至60-65℃左右进行均质,均质压力为5-10Mpa(二级压力),20-25Mpa(一级压力)。
6、混合料液:将奶液、果汁、溶胶充分搅拌均匀,然后立即冷却至40℃左右,。
7、杀菌:将均质后的料液灌装后,再进行巴氏杀菌(中心温度加热到86~88℃、5-10分钟),温度不**过93℃。
8、调酸:先将柠檬酸和苹果酸按1:3的比例用约50mL的常温水搅拌溶解稀释(制成酸液浓度为20%),再将稀释好的酸液缓慢少量喷入,持续快速搅拌的混合料液中,充分搅匀,将整个料液的pH值调整为3.8-4.2。(加酸时温度不宜过高,一般以10℃较为适宜,芒果含有丰富的蛋白质,应该偏离其等电点4,防止乳饮料产生沉淀)。
9、调香:根据需要量加入芒果香精,搅拌均匀。
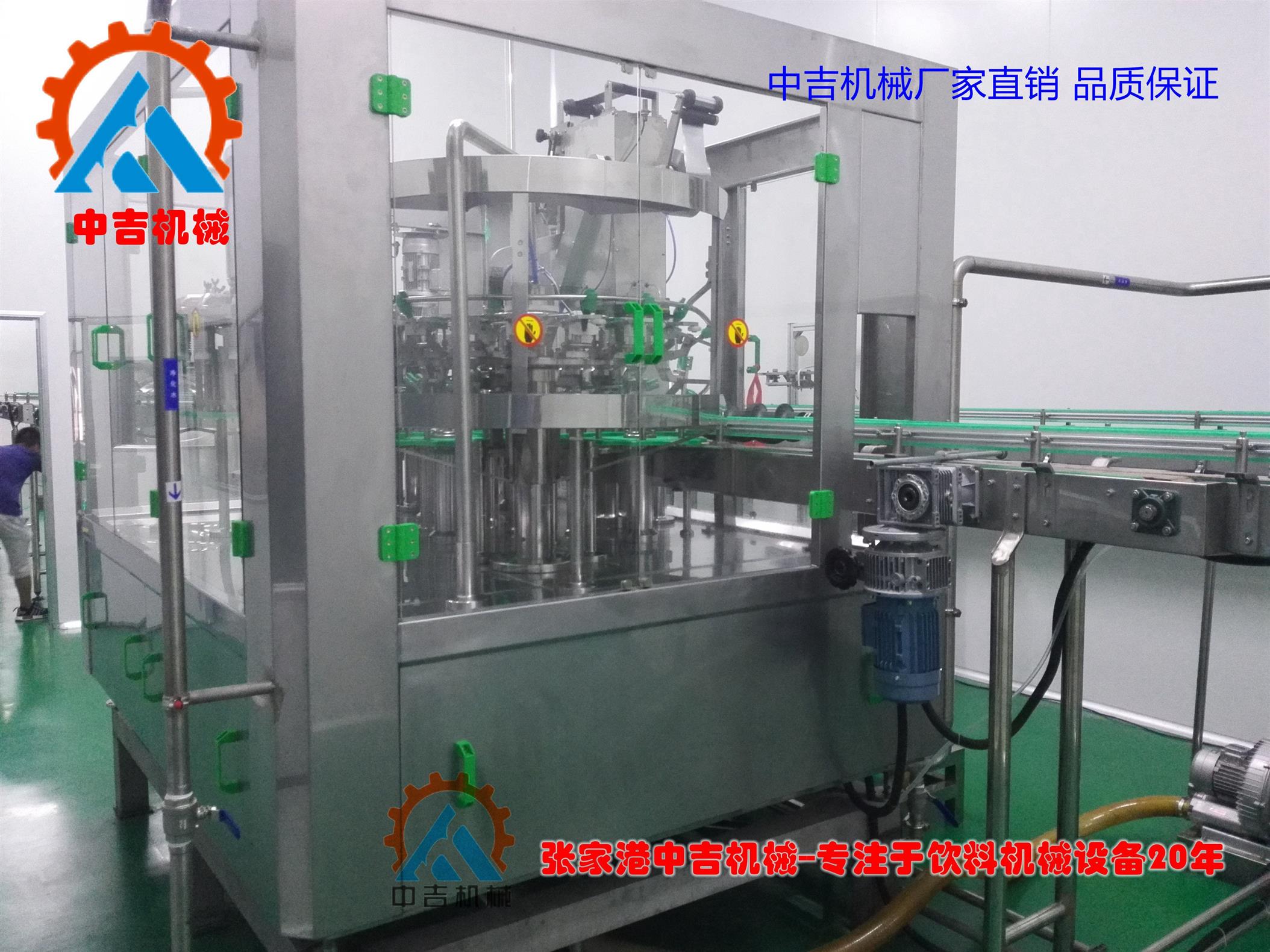
全自动果汁饮料生产线工艺介绍解析:调配后的果汁饮料调配杀菌完毕后可以进行灌装。以PET瓶为例,在进行灌装前,瓶子在运输运输或者生产过程中可能收到污染,所以在果汁灌装前,先对使用过滤水先对瓶内进行冲洗,冲洗时可将污染水滴干,滴干后一圈的冲洗完毕,果汁饮料为了提高生产卫生要求,常常以热灌装的方式进行灌装,也是常温说的高温灌装,采用抽真空的方式进行生产,灌装速度快,比传统设备产量更高。旋盖采用恒力磁力旋钮,即可实现在封口好的时候,不伤瓶口。
全自动果汁饮料生产线工艺介绍解析包装,包装以套标的方式为例,套标对于产量不高的情况下,可使用人工套标的方式,客户要求自动化程度比较高时,也可配置全自动套标机进行自动套标的任务,从长远的考虑来讲,使用全自动套标更加划算,自动套标机跟全自动蒸汽的收缩炉一同使用,做出来的外包装是成型的。
我公司生产的果汁饮料生产线可用于PET塑料瓶、易拉罐、、玻璃瓶、利乐包、屋顶盒包装等, 此处介绍的果汁饮料生产线是按PET塑料瓶的生产工艺介绍,如需其他包装方式,请电话联系。

塑料瓶果汁饮料灌装机介绍:果汁饮料灌装机适用于生产350ml-2L等容量的瓶装型果汁饮料,如市面上销售的果粒橙、蓝莓饮料等,此设备融合了国外公司同类产品的优点,结合我国的具体国情,经技术改造而生产的全自动冲洗、灌装、封盖三合一机。
我公司制造的果汁饮料生产线根据产量不同有3000瓶/小时到36000瓶/小时不等,一般选用5000-18000瓶/小时的果汁饮料生产线居多。
果汁饮料生产线解决方案工艺流程:原料选择→水果清洗→水果破碎→打浆→酶处理→榨汁→脱胶过滤→果汁调配→真空脱气机→均质机→果汁饮料杀菌机→果汁饮料灌装机→真空度检测或液位检测→杀菌冷却→套标机→打码→自动装箱机→果汁饮料成品
http://yinliaojixie.cn.b2b168.com












